

By Mike Higgins, Phoseon Technology
Imagine two very similar paths headed in different directions but ultimately ending at the same destination. How do you decide which one to pursue, and how do you identify and evaluate tangible differences along the way that may not be obvious from the start? Now imagine that one of the options is very familiar and well-used, while the other is a bit uncertain and less traveled. Do you follow gut instincts and fearlessly charge ahead in one direction, or do you find yourself stalled with indecision? Maybe you take time to employ the latest decision-making toolkit designed to systematically and strategically compare both options in order to reveal the more suitable choice, or perhaps you are content letting others figure everything first before following their lead later.
You may be wondering what this dual path analogy has to do with UV LED technology and narrow-web converters? For starters, it illustrates how indecision, lack of confidence and scant testimonials in the marketplace can weigh on unfamiliar users during the early decision-making process. This causes many to discount the viability of UV LED technology when compared to conventional mercury lamps.
For narrow web converters interested in UV LED curing but unsure how to proceed, focusing on specific aspects of UV LED technology that are uniquely suited for labels and flexible packaging is a more manageable and effective endeavor for those new to the technology than trying to tackle everything at once. With the technology broken into a few smaller pieces, it then is much easier to analyze and learn how those pieces can directly impact a converter’s bottom line.
Applications where UV LED technology can be preferable include the curing of black, white and metallic inks, as well as laminating and cold foil adhesives. The critical element that each of these has in common is the requirement that UV energy travel through dense pigments, additives or films without being redirected or prematurely absorbed before full cure is achieved.
UV Depth of Penetration by Bandwidth
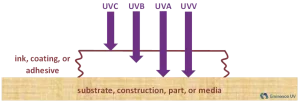
Regardless of how UV output is generated, longer UVA (315 to 400 nm) and UVV (400 to 445 nm) wavelengths penetrate deep into inks, coatings and adhesives, while shorter UVC (200 to 280 nm) wavelengths are absorbed at the surface. In terms of curing, UVA and UVV produce through-cure, while UVC is responsible for activating the layer of chemistry exposed to atmosphere. A lack of through-cure can leave formulations soft and can contribute to inadequate adhesion at the bottom film or construction, while insufficient UVC can leave formulations feeling greasy or tacky to the touch. The relationship between wavelength bands and depth of penetration is illustrated in Figure 1.
Conventional mercury lamps are broadband sources (UVC, UVB, UVA, UVV, visible and infrared), while UV LEDs are concentrated emitters of longer UVA (385 and 395 nm) and UVV (405 nm) output, with UVC devices currently in development. To compensate for the absence of UVC, today’s LED lamp heads are engineered to provide a greater power output – referred to as irradiance or intensity – than mercury lamps. At these levels, intensity aids in curing the exposed surface of the formulation to reduce or eliminate the greasy or tacky feel. It also helps UV energy penetrate further into inks, coatings and adhesives.
Black, White and Metallic Inks
Non-soluble pigments and soluble dyes are additives that formulators use to give inks color. Both types have inherent optical properties that negatively affect the ability of ultraviolet energy to travel through chemistry. In the case of dyes, absorption of UV is the main obstacle. For pigments, several factors have the potential to greatly impact and diminish cure, including absorption, scattering, reflection, particle shape and size.
In general, absorption causes UV energy traveling through chemistry to be transferred to the interfering molecule. Scattering results in UV deviating into multiple directions, and reflection off a smooth surface forces all wavelengths to be redirected at the same strike angle. All three contribute to a significant reduction of UV intensity and depth of travel. This means there is less energy available for absorption by photoinitiators, particularly those furthest from the source. When photoinitiators are forced to compete with pigments and other additives for a limited amount of incident UV, cure is diminished, quality and yields are sacrificed, and the press line speed often must be slowed in order to increase exposure time. As a result, curing of heavily pigmented and thick printing inks has long been one of the greatest challenges for mercury UV lamps.
While each additive in a formulation uniquely reduces the transmission of UV, pigments such as carbon black, metallics and white titanium dioxide (TiO2) have the biggest impact. These pigments are used in different concentrations to create process, line and high-density inks. Since greater concentrations of these pigments impede cure, it is critical that converters follow the recommended anilox BCM and line count recommendations provided by ink suppliers.
Carbon black pigments are widely used by formulators since they provide weatherability and superior color strength, even at low concentrations; however, the particles readily absorb energy across the ultraviolet and visible light bands. As a result, formulators must be careful in balancing carbon black’s particle size, concentration and opacity with the ability of UV energy to penetrate. While metallic pigments fully block UV, they also serve as tiny mirrors dispersed throughout the formulation. The result is wide scattering. This reduces the total energy that reaches the photoinitiators but also has the positive effect of redirecting some UV energy toward shadowed photoinitiators. Finally, titanium dioxide pigments used for white inks filter all wavelengths below 380 nm while allowing longer wavelengths to pass. Since UV LED curing lamps are predominantly 395 nm, UV LED penetration is not significantly affected by TiO2 pigments. Using LED technology, therefore, enables UV energy to penetrate through white ink with little to no absorption.
Due to longer UVA (395 nm) wavelengths, as well as intensities that are four to eight times greater than those of mercury lamps, UV LED technology improves the cure of UV LED-formulated carbon black, metallic and white inks. Using an ink or coating that contains a photoinitiator that absorbs long UVA wavelengths is required – unless the chemistry is formulated to absorb long UVA wavelength, the amount of peak irradiance is moot. The longer UVA LED wavelengths penetrate deeper, and by starting with a higher irradiance – even if intensity diminishes as UV travels through the formulation (due to absorption, scattering and reflection) – more energy still is reaching the substrate. For label and flexible packaging applications where black, white and metallic inks represent process bottlenecks, switching to a UV LED process can result in increased press speed, more opacity, stronger color, greater adhesion, better cure, greater yields and less scrap.
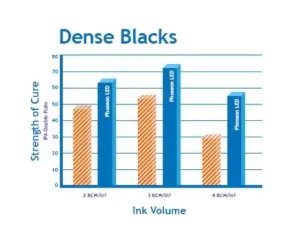
Figure 2 illustrates a strength of cure comparison between a 24 W/cm2 Phoseon FL400 UV LED system at 395 nm and a conventional 500 watts per inch (wpi) mercury lamp emitting intensities of around 3 W/cm2 (total amount of UV energy produced across the broadband spectrum). Both lamps were used to cure a dense black ink using anilox BCMs of 2, 3 and 4 at web speeds of 200 fpm. Regardless of ink laydown, the UV LED system generated better surface and through-cure. This was quantified using IPA double rubs where the LED system yielded 34% to 90% more double rubs than the mercury lamp across all three film thicknesses. As ink laydown increased from 2 to 3 to 4 BCM, the UV LED system performed increasingly better when compared to the mercury lamp. This reinforces that mercury lamp output, with its lower intensity and broadband spectrum, is less effective at penetrating densely pigmented inks, particularly those with greater film builds. Conversely, UV LED wavelengths at 395 nm provide increased through-cure, which is particularly beneficial for thicker and denser carbon black inks.
Laminating and Cold Foil Adhesives
Laminating adhesives are used in flexible packaging and labeling applications to securely bond two or more flexible constructions, such as PET, PE, PP, paper and foil. The adhesive is applied to the substrate with lower absorption properties before being nipped to the second substrate and passed underneath a UV curing lamp for instant cure. In the case of laminating adhesives, the two substrates are permanently bonded; for cold foil, the transfer film is unwound after cure, leaving the decorative foil only in locations where the adhesive was applied.
Adhesives rarely contain dyes or pigments that absorb, reflect or scatter UV energy; however, they typically are applied at thicknesses that are greater than those used with inks. As a result, the longer UVA wavelengths and higher intensity emitted by UV LEDs enable an improved depth of cure.
In addition, the longer, near-visible output of UV LEDs is advantageous in the case of laminating and cold foil adhesives since the UV energy must first pass through a film or foil construction in order to reach the adhesive. Longer UVA and UVV wavelengths have superior luminous transmittance through materials compared to shorter UVB and UVC wavelengths. The fact that the adhesive is cured between two films also eliminates any need for UVC wavelengths, as none of the adhesive is exposed to oxygen, which can inhibit free radical-based cure.
In all cases, UV LEDs are more efficient and effective at curing laminating and cold foil adhesives than mercury lamps. In addition, when compared to solventless chemistry, UV-cured laminations and cold foils can be processed immediately following exposure, rather than following the one- to three-day curing time required with solventless adhesives.
Conclusion
For black, white and metallic inks – as well as laminating and cold foil adhesives – the higher irradiance and ability of UV LEDs at 395 nm to penetrate deep into the chemistry makes the technology suited for label and flexible packaging applications. The long life and reliable output of UV LED lamps also provides consistent cure and stability of process. This translates into improved up-time and predictability of cure. By embracing UV LED technology for the ink and adhesive applications described in this paper, converters can confidently proceed down the optimal path.
Mike Higgins has worked in sales with Phoseon Technology since 2013 and currently serves as director of sales, Americas. For converters not entirely convinced that UV LED curing is the right choice for black, white and metallic inks as well as laminating and cold foil adhesives, there are other ways to minimize risk while exploring the technology. First, work with an established UV LED system supplier that offers proven products that can be suitably matched to specific process needs. If not in a position to convert the entire press to UV LED, a few air-cooled LED lamp heads can be integrated and later expanded to more stations. Finally, establishing a strong partnership with a UV LED system supplier, formulator and press OEM will facilitate collaboration and development. To build confidence in the proposed LED solution, samples can typically be run with the desired substrates, constructions and formulations on either a customer demo press or even your production line using loaner lamps. For more information about Phoseon products and services, Higgins can be reached at mike.higgins@phoseon.com.



