


Perspectives on Measuring Wood Lines
An interview with Thomas Efsen (Managing Director) and David Ivarsson (Application and Process Engineer), EFSEN UV & EB Technology
By Jim Raymont, EIT

EFSEN UV & EB Technology is headquartered in Scandinavia, a region known for UV curing on wood-based products. What experience does Efsen have with UV wood curing?
We have worked with UV & EB technology since the 1980s, and a significant number of our UV customers cure wood-based products. We started as a distributor supplying energy curing sources and quickly discovered that process control & measurement were essential to the success of our customers. We quickly started selling UV measurement solutions and our interactions with customers led EFSEN to develop our own arc lamp in 2004. Along the way we realized the importance of matching the UV equipment to the coating formulation and David, with a coatings and formulation background, joined Efsen to provide this key resource to our customers.
What words of wisdom can you share from your thirty-five plus years of trying to maintain mercury-based UV lines?
Monitoring how the output of an UV lamp changes over time, and how the output differs along the width of the lamp, is crucial to make sure the curing requirements are met. Remember to replace the reflector on a regular basis. Today’s UV measurement instruments are user friendly and should be used to learn, document and monitor the output of your UV systems. When there is an issue, the instruments can be used for problem solving to get your production back on track. In our experience, trying to save money on measurement up front, costs more in the long run. Would you drive a car without a fuel gauge or speedometer?
EFSEN started working on an LED (W-LED) system, designed initially for wood applications over five years ago. Why?
Just as with commercial lighting, we believe that LED technology is the future of the industry and it will eventually take over the market. LED technology features many benefits, both regarding sustainability and process control, which we wanted to optimize for wood and other applications.

What were some of the challenges faced during the development of your LED system?
While the LED technology is modern and provides several advantages, it is not a magical, direct replacement for the conventional mercury technology. Formulation understanding, as well as process control technology is key for successful LED applications. Our system was designed for the challenges of a wood production environment. The system has easy to use integrated controls as well as filters to keep dust and other contaminants away from the LED array.
From a process control point of view, how is LED different from broadband UV?
No UV source provides perfect uniformity. The output from a conventional source is lower towards the edges, and peaks in the middle, with some variations due to bulb or reflector deformation. It is a common misconception that LED sources are uniform. A new LED source is more uniform and degrades slower, but the changes are more unpredictable than for conventional UV. An LED array consists of thousands of light sources, that age independently. This can create a significant deviation over the long lifetime of this technology provides.
Any thoughts of claims that state UV LEDs are maintenance free and do not need to be measured?
That is a common sales pitch, which shows a lack of understanding of the technology. Provided the quartz window stays clean, LEDs change slower than arc lamps. Maintenance does not have to be as frequent, but yearly maintenance does help ensure good performance throughout their lifetime. It becomes increasingly more important to measure and adjust the LED as it ages. A mercury bulb is replaced every few thousand hours, but an LED is expected to last tens of thousands of hours, so the variable effect of the aging along the array should not be disregarded.
How did you address the issue of uniformity across the width of the process line?
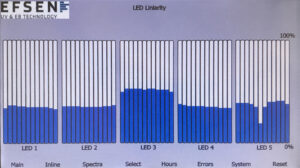
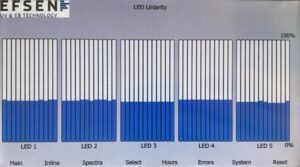
With the importance of uniformity in mind, EFSEN developed a proprietary technology for monitoring the output of each individual segment along the width of the LED array to catch any deviations. With our monitoring system, we can also adjust the output to ensure it is aligned along the length of the array. We can also set an alarm to giving a warning if the required threshold output is not reached.
What requirements were specified by suppliers?
Many of the companies we work with require their production facilities and outside contractors to monitor and verify UV conditions to ensure that they have been met. Monitoring the uniformity and output of an UV LED in a production was a stipulation to consider a transition to UV LEDs. The W-LED system has a monitor that adjust the uniformity of the LED intensity across the width of the array. One of our recent installations featured seven 53-inch (1.34 m) wide LED systems with this monitoring system. It was installed in the factory of an industrial leader, and they are now expanding with yet another LED line featuring EFSEN’s W-LED system.
What combination LED wavelengths (nm) do you use? Do your lines utilize any mercury sources for surface cure?
While the 395 nm LED is the most common choice in the market, as it was the first wavelength to reach a good price/performance, there are now several wavelengths available with a good price performance. We have found that many processes can benefit from a 405 nm LED (for enhanced depth penetration, especially for pigmented systems and putties) or from the improved surface curing potential of a 365 nm LED. Some of our lines incorporate a mercury lamp at the end.
What measurement challenges have you had with UV LEDs?
Performing accurate measurements of LED sources was extremely challenging using instruments designed for broadband mercury sources. The introduction of instruments with an optical response designed for the narrow band output and dynamic range of the LED solved this challenge. On systems with multiple types of LEDs, we can easily identify different LED types with a multiband LED instrument and confirm the performance of each LED. Checking the uniformity of multiple LED arrays across a wide production is time consuming and not practical. We solved this challenge with our proprietary automated monitoring system.
What advice would you offer for someone in the wood industry to migrate from broadband to LED sources?
Seek advice from an expert that knows both the LED equipment and the formulation/application implications of the technology. Equipment suppliers tend to “oversell” their equipment, and coating suppliers can be skeptical of LED technology. Knowledge of both is required for a realistic evaluation and to identify where LEDs make sense and what is required from a formulation point of view. Investing in LED technology is especially beneficial when constructing new lines. LEDs are attractive and will show a quick return in factories with high production volumes, high line speeds, high energy costs and those running heat sensitive substrates. We have also had success with several gel cure applications. Establish procedures to monitor the LED arrays, to ensure the continuous stability of your process.
For more information, email efsen@efsen.dk or visit www.efsen.dk.



