



By Angelique Runacre, Fujifilm Ink Solutions Group
Across all manufacturing sectors, there is a drive for sustainability. In the printing world, inkjet provides huge opportunities for reducing the environmental footprint of printed products throughout the value chain. This paper explores the challenges of formulating a UV-curable inkjet ink with this in mind.
Introduction
Investments relating to sustainability, net zero and energy efficiency initiatives are attracting significantly more attention in the printing industry year on year. Despite economic pressures, a recent United Kingdom market trend survey reported that the majority of printing companies have “positive investment intentions – and a particular focus on innovation, efficiency and sustainability related improvements.” 1
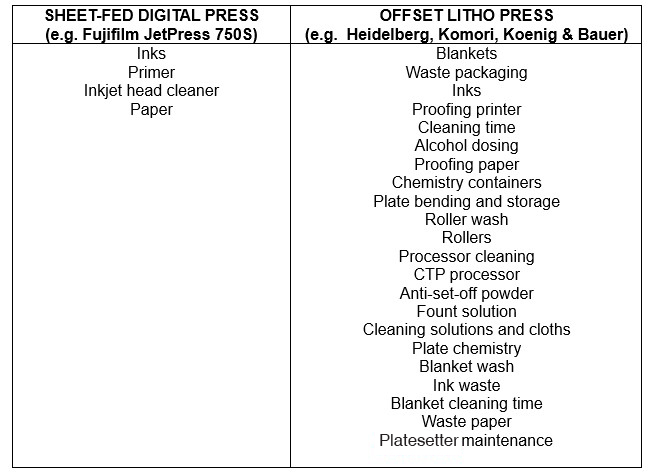
Inkjet is a key enabler to improving the environmental credentials of printed materials; the technology minimizes material usage (printing only what is required at a given time), hazardous pressroom consumables (chemicals reduction) and substrate waste (efficient makeready), as well as eliminating process stages (e.g. plate making). 2 Such benefits are illustrated in Table 1, comparing the consumable requirements of a sheet-fed digital printing press with an offset printing press.
Ink itself usually is only a small part of a final product and, as such, its carbon footprint contribution as a component of the final product usually is minor. 3 However, the choice of ink chemistry can have a big overall impact on both the embodied carbon footprint from source to factory gate (ECA) and lifecycle carbon footprint from source to disposal (LCA) of the product being sold to the consumer. Figure 1 depicts where ink interacts with the circular economy.

Table 2 illustrates how UV-curable ink technology is, in many cases, a sustainable printing choice as it facilitates the design of printing presses with high productivity and reliability, minimal print emissions and reduced energy usage, as well as producing highly functional products. Energy savings in production reduce the ECA of the final product, and the robustness of the printed film can contribute beneficially to the overall LCA of the product by extending product use lifetime. 4

In recent years, there has been significant growth of UV LED curing technologies. This is yet a further way to maximize sustainability in printing, due to its low energy requirement and elimination of the need to dispose of mercury-containing (Hg) bulbs, which – due to the toxic nature of mercury and the relative ease for it to enter the environment during lamp disposal – have the potential to cause significant environmental damage. 5 Figure 2 illustrates the potential savings measured when comparing the energy consumption of a wide-format graphic printing press with Hg and UV LED curing systems. 2
However, formulating UV LED-curable inkjet ink technology has many challenges. For example, the UV LED spectral output does not have the wide range of wavelengths associated with UV-Hg lamps, and it can be difficult to achieve the required surface cure profile at high speeds with commercially available raw materials and at a competitive price point. In some cases, ink manufacturers utilize in-house capabilities or industry collaborations to synthesize proprietary raw materials to balance these difficulties.
Adding a sustainability aspect to the balance between ink functionality and cost brings increasing complexity to the formulation challenge. For example, as depicted in Figure 1, it may be possible to design an ink that has a very low ECA compared to other inks, but if the property of that ink affects the ability of the printed product to be recycled, then the overall LCA could actually be worse; circularity rather than cradle to grave should be the ultimate aim.
This paper considers ways that ink chemistry can contribute to the overall sustainability credentials of a UV LED inkjet printing press. It is presented from the perspective of an ink formulator working within the complexities of today’s industry and really focuses on the cradle-to-gate stage of ink manufacture (ECA), which is where the clearest level of control is possible for the formulator today.
Desirables vs. Challenges
Many challenges are associated with designing a UV LED-curable inkjet ink that balances cost, performance and environmental impact, as outlined in Table 3. With this complexity, how can an ink formulator design an ink that not only meets customers’ performance and cost requirements, but also meets their sustainability needs? As an ink provider, the simplest and surest way to meet customer requirements today is to provide the best possible cradle-to-gate sustainable product, with recourse to any impact the ink formulation may have on the overall circularity of the final product. It is essential that ink does not negatively impact the circularity of a printed product, and some guidance also will be provided in this area.
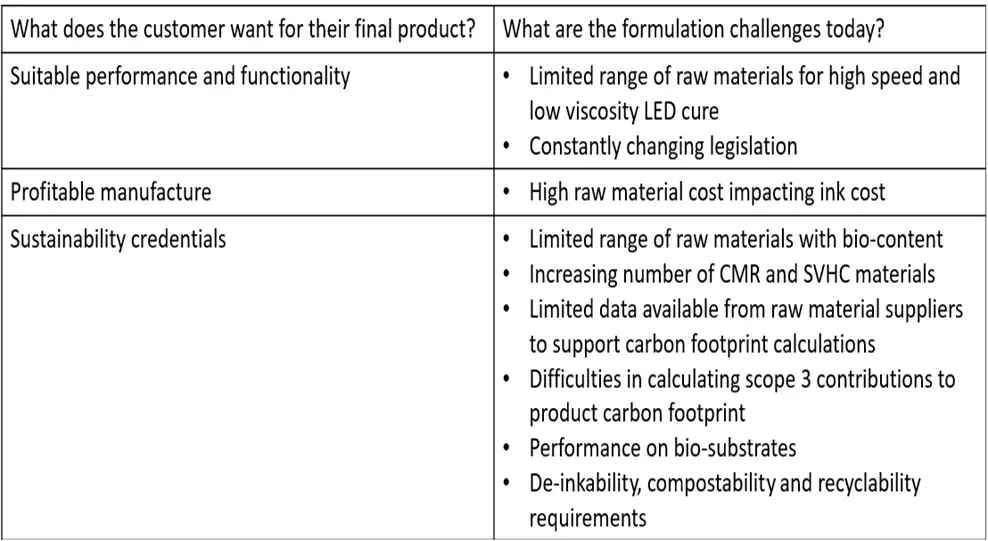
Table 4 considers the ECA for two magenta UV-curable inkjet inks manufactured and supplied by Fujifilm Speciality Ink Systems. This screening ECA was conducted using available data and an internal LCA methodology, which required the use of some proxies, so data should be viewed as illustrative rather than comparative to other industry LCA data such as that supplied by EuPIA. 3,4

One ink has been formulated for use in decoration of packaging suitable for indirect food contact (IDFC), such as a folding carton with barrier properties, and the other ink forms part of a CMYK inkset suitable for producing sign and display graphics. The data clearly shows that ink raw material selection and use, as well as ink manufacture, can significantly impact the ink carbon footprint for this part of the lifecycle. Both now will be discussed.
Raw Material Selection
Environmental Impact
Although ink itself has a relatively small impact on a printed product, as can be seen from Table 4, the raw materials used in the ink formulation can have a massive impact on the overall carbon footprint of the liquid ink, which is an area clearly within the control of the formulator. In this case, both example inks contained the same pigment, but available supplier carbon footprint data revealed significant differences in the global warming potential (GWP) of the photoinitiators and monomers, resulting in a 200% difference in raw material contribution to the overall cradle-to-gate ink footprint.
In recent years, raw material suppliers have greatly increased the availability of inkjet suitable raw materials with bio-content, and cost now is more in line with comparative lower bio-content materials. This assists the formulator to reduce the carbon footprint of ink whilst maintaining product functionality. It is now possible to formulate UV LED inkjet inks with up to 40% bio-renewable content (BRC) while maintaining the required product performance.
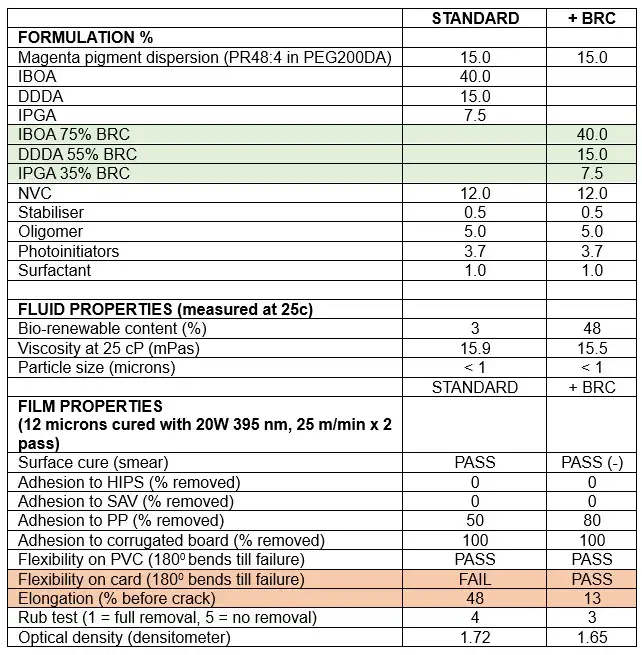
Table 5 provides an example of how an LED-curable inkjet ink can be formulated to provide a BRC of > 40% whilst maintaining adequate product performance. However, as can be seen by the experimental data, although performance generally is similar, there can be subtle differences between petrochemical and bio-derived raw materials that could affect product suitability (highlighted in orange), so material purity and performance in the ink always should be validated when substitutions are made.
Despite the impact an individual raw material contribution can make to the ECA, its selection should consider all aspects of the raw material environmental impact, as depicted in Figure 1. Figure 3 provides additional considerations for raw material selection to minimize impact to the environment. For example, when selecting monomers with bio-based content and a reduced carbon footprint, care should be taken to ensure the alcohols used in synthesis have not been produced from sources such as palm oil, known to be a contributor to deforestation, but rather from more sustainable feedstocks, such as soybean. When selecting a photoinitiator package, consideration should be given to whether the chemical nature of the raw material in the product use phase could potentially break down and contribute to environmental eutrophication.

Even in the absence of data to allow assessment of the impact further down the use chain, due diligence should be applied to selecting raw materials that avoid/minimize the use of carcinogen, mutagen and reproductive toxins (CMR) or substances of very high concern (SVHC) materials in the formulation. For example, in recent months, TPO, a common photoinitiator widely used in UV-curing inks, has undergone toxicity reclassification in Europe and has been reclassified as SVHC with a hazard phrase “H360FD: May damage fertility. May damage the unborn child.” 6 Responsible ink companies are taking an active decision to replace this material in packaging inks.

Table 6 illustrates the complexities using the ink examples. On the one hand, the IDFC packaging ink has a much higher GWP than the other ink, but the Fluorinated Ethylene Propylene (FEP) ratio has been reduced due to the use of polymeric photoinitiators having a lower eutrophication risk to the environment. It also is suitable for indirect food contact use, with all ingredients compliant with Swiss and Nestle regulations, and is CMR-free, as it does not contain TPO; the impact of which already has been discussed.
In summary, the formulator should confirm the environmental impact of all raw materials, and then consider whether there are alternatives that can provide a more sustainable solution.
Product functionality
A key sustainability feature for UV LED inks is the ability to fabricate products with improved robustness and durability compared to objects printed with solvent-based, latex or other aqueous ink types. The formulator should ensure that the ink formulation can provide the required resistance for the lifetime of the product. The ink also should jet reliably in the print head to ensure that minimal waste ink is used to maintain the system, and no loss of printed product occurs due to inferior quality. Additives such as UV and thermal stabilizers should be incorporated into the product design.
To maximize the sustainability of a printed product, synergies throughout the production chain should be capitalized on; and the ability for an ink to work well with a wide range of bio-substrates is becoming increasingly important, especially as substrate material always will contribute more to the overall carbon footprint of a printed product than ink. Bio-substrates can include material where there has been a move from petroleum-based to renewable feedstocks (e.g. PE to PLA), include recycled content (e.g. PET to rPET) or limit the use of nonrecyclable or nonbiodegradable materials (e.g. PVC to PP).
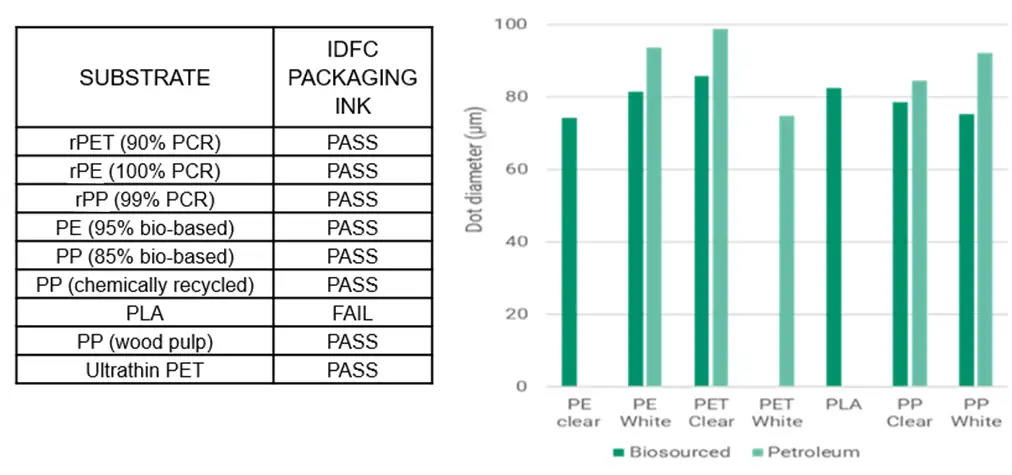
Figure 4 shows a range of bio-substrates available for the packaging market, and ink-substrate interactions between these and their fossil-based counterparts. Ink adhesion and other film properties generally were consistent for both substrate groups, but differences in drop spread were noted, meaning that image optimization, such as re-profiling, could be necessary if moving from one substrate to another on press. From a formulation perspective, it also may be possible to modify the ink surfactant or photoinitiator package to provide greater robustness to drop spread on a wider range of substrates, as top-coat variations appear the biggest difference between biomaterials and their fossil-based equivalents.
End-of life
When designing ink, considerations for product end of life are key. For example, if the final printed product requires biodegradability, then to conform with BS EN 13432 “compostable criteria,” ink is classed as an intermediate and must pass chemical analysis confirming low levels of heavy metals and fluorides, and, in the case of copper, the upper limit is set at 50 mg/kg. 7 Inkjet printing typically uses a CMYK process set, with cyan pigments often containing more than 2000 ppm copper. It may be necessary to formulate an inkset using pigments such as Pigment Blue 60 or Pigment Blue 16. This can create added complexities, such as cost and stability, as well as restricting the achievable gamut.
It should be noted that not all bio-based raw materials are compostable, whereas some fossil substrates are! Compostable inks also must be free from chemicals that can cause ecotoxicity and have no negative impact on bio-degradation speed. Activity in this area currently is focusing on paper and board applications.
For a truly circular economy, ink should be designed such that it does not impact the ability of the printed product to be recycled, where possible. Industry standards are available to confirm the effect of ink recyclability. Work is ongoing to understand the true recyclability potential of all ink chemistries, which is a significant challenge due to the variation of regional and global levels for collection, sorting and recycling methods, as well as standards used to define what is an acceptable level of performance for product recyclability credentials. A recent study by industry testing house PMV confirmed Fujifilm OL UV ink printed onto white lined corrugated EB flute achieved a Grade A pass when assessed for recyclability in accordance with Italian standard UNI 11743 and the Aticelca 501/19 assessment scheme and using German method PTS RH021/97 (CEPI harmonised method). 8
To achieve high-purity recycled material, de-inking may be necessary. For some applications, it is possible to design ink that is compatible with existing recycling processes to assist with de-inking, and one such example is the development of de-inking primers for use primarily with films.
As an alkaline solution is used to remove food-waste contaminants from plastic during recycling, plastic bottles (e.g. PET) can be coated with a suitable de-inking primer before applying the UV ink. The alkaline solution activates the primer, which – prior to activation – also can function as an adhesion promoter for UV ink, whilst being condensation resistant. Raw material suppliers actively are working to develop the building blocks for this technology, which could foreseeably also be included in inks. Unfortunately, progress is hampered by the regional variance in recycling approaches and legislation.
Manufacturing Process
A more detailed analysis of the ECA data for the two UV inks outlined in Figure 2 revealed that their manufacturing process had an even greater impact on the ink carbon footprint than the raw materials used in the formulations. Table 7 provides a breakdown for the product carbon footprint, with consideration to the various stages of ink manufacture. In the case of these two inks, the biggest factors influencing the manufacturing contribution relate to a) batch size and b) IDFC good manufacturing process (GMP) requirements. 9

The formulator cannot directly contribute to the impact that batch size has on the GWP/Kg product or the availability and utilization of low-energy mixing and milling equipment – and also must accept that the cleaning and waste contribution will be higher for an IDFC-compliant ink due to the enhanced cleaning and flushing stages required as part of the GMP process necessary to ensure no contamination of IDFC products. However, there are approaches that can be taken by the formulator during the formulation design stage to minimize their impact and Figure 5 illustrates the potential areas to consider.
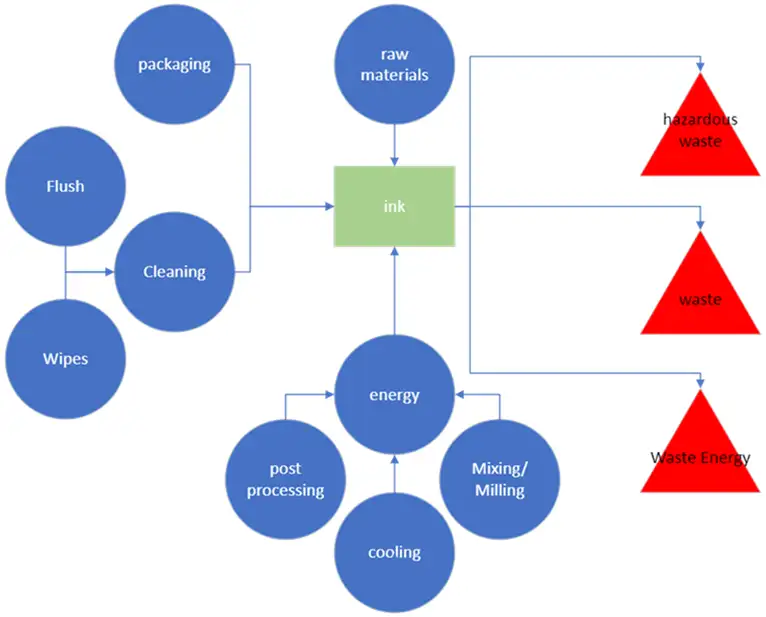
For example, when considering manufacturing energy, care should be taken to select pigments and optimize the pigment dispersion formulation to facilitate ease of grinding and efficient milling. This often requires ladder-type experiments to determine the optimal pigment-to-dispersant ratio and effective selection of wetting resins and hyperdispersants. Although cleaning and flushing solutions must be compatible with ink chemistry and application requirements, they also should be selected with high cleaning capacity and low environmental impact to ensure an effective cleaning and flushing procedure, minimizing waste and waste-handling issues.
Summary
When formulating an inkjet ink with sustainability in mind, raw material selection can have a significant impact on both the cradle-to-gate and end-of-life stages of the product lifecycle, and, in today’s environment, this is the area where an ink chemist can have the greatest impact. As raw material suppliers continue to build data on their carbon footprint and provide a wider range of bio-raw materials at a reasonable cost point, it will become increasingly easier for ink suppliers to provide customers with the product and information that they need to ensure their products meet sustainability criteria.
When selecting raw materials, care must be taken to consider not just the environmental potential of a raw material, but all its potential impacts, including the source of any bio-based content. Formulators also should take care to consider any efficiencies they can build into the formulation to assist in the efficient manufacture of the product while minimizing energy requirements and material waste.
Ink is only a small part of the final printed article, but UV curing – and in particular, UV LED-curing inkjet ink printing systems – provide great opportunities to enhance the sustainability credentials of a printed product throughout the lifecycle by use of environmentally friendly raw materials, minimizing energy and consumable requirements during printing, reducing manufacturing waste, extending printed product lifetime and supporting effective recycling of the final product at end of life.
References
- BPIF (2024) Printing outlook; quarterly printing industry trends survey, Q1 2024. Available at: https://www.britishprint.com/industry-involvement/research/printing-outlook (Accessed: 5th April 2024).
- FGSE (2021) Digital print technology for a circular economy. Dusseldorf: White paper.
- EuPIA (2020) Eco Footprint of a generic reference. Available at https://www.eupia.org/key-topics/sustainability (Accessed: 9th March 2024).
- EuPIA (2013) Environmental impact of printing inks. Available at https://www.eupia.org/key-topics/sustainability (Accessed: 9th March 2024).
- European Environment Agency (2023) Mercury: a persistent threat to the environment and people’s health. Available at www.eea.europa.eu/articles/mercury-a-persistent-threat-to) (Accessed: 20th February 2024)
- FISG (2023) TPO-free inks. Available at https://www.fujifilmink.com/insights/the-impact-of-tpo-re-classification-on-digital-label-printing (Accessed: 18th March 2024).
- BSI (2000) BS EN 13432:2000, Packaging – requirements for packaging recoverable through composting and biodegradation – Test scheme and evaluation criteria for the final acceptance of packaging. London: BSI
- PMV (2021) OL assessment on recyclability. Darmstadt: Internal report
- EuPIA (2016) Good Manufacturing Practice (GMP) Printing Inks for Food Contact Materials, 4th edn. Available at: https://www.eupia.org/key-topics/food-contact-materials/good-manufacturing-practice-gmp (Accessed: 10th March 2024)



