



By Nicholas Gripp, Applied Molecules LLC
This study undertakes a comprehensive examination of the photopolymerization kinetics of materials commonly used in additive manufacturing, focusing on the discernment of gel point vs. cure point. Leveraging the sensitivity of photo-rheology, 1 the onset of gelation is precisely identified, marking the transition from viscous to elastic dominance as the material moves toward network formation. Concurrently, Fourier-transform infrared spectroscopy (FTIR) offers insights into the chemical transformations, tracking the consumption of reactive groups and the evolution of cross-linking over time. This dual-method approach not only validates the clear distinction between the gel and cure points but also enriches the understanding of the underlying molecular dynamics. Collectively, this investigation underscores the criticality of understanding the modulus development and conversion response of resin cured in the realm of additive manufacturing.
Introduction
The optimization of print settings and resin chemistry in liquid crystal display (LCD) 3D printers can be a time-consuming process. Designing a resin and print profile for speed and accuracy in LCD 3D printers necessitates a comprehensive approach that encompasses fine-tuning resin composition, selecting appropriate printing parameters and ensuring compliance with best practices in post-processing.
Understanding the gel point and cure point within these resins is essential for optimizing printing processes, ensuring structural integrity and achieving desired material properties. Gel point refers to the stage during the curing process where the material transitions from liquid to a solid, indicated by the crossover of the storage and loss modulus. Alternatively, the cure point refers to the point where the material has fully solidified after the curing process. The gel point and cure point are interconnected phenomena that influence each other during the polymerization process. Optimizing the interplay between gel point and cure point parameters is paramount for achieving desired material properties, dimensional accuracy of printed parts and printing reproducibility in additive manufacturing. 2
There are tools and methods to increase the effectiveness of resin formulation and printing parameter determination. To optimize the development of LCD printing resins, the integration of photo-rheometer analysis can be pivotal. Photo-rheometers, a rheometer outfitted with a UV-curing accessory, are essential tools for evaluating the rheological behavior of UV-curable materials, offering insights into their curing kinetics, viscoelastic properties and overall performance. 3 By incorporating photo-rheometer analysis into the formulation process of LCD printing resins, several significant advantages can be achieved.
Primarily, photo-rheometers can facilitate comprehension of the curing characteristics of the resins by monitoring parameters like gelation time, curing speed and modulus. This data is critical for refining the resin formulation to attain the desired curing properties for LCD printing. Through precise control of the curing process via rheological analysis, improvements in the resin’s printability, layer adhesion and mechanical attributes can be achieved. 4
Additional supporting instruments add to the level of understanding that can be obtained for 3D-printed systems. FTIR analysis is essential for understanding the chemical changes that occur during the curing process. This analytical technique provides valuable insights into the chemical structure and composition of materials, offering information on the extent of polymerization and conversion of functional groups. 5 By monitoring changes in reactive functional groups, FTIR can quantify the degree of conversion of monomers into polymers, which is crucial for optimizing the curing process. FTIR polymer conversion data complements photo-rheometer analysis by providing detailed information on chemical changes during curing. This pairing of instruments is essential for understanding curing kinetics, assessing conversion degree and optimizing UV-curable materials for various applications.
Through understanding the relationship between dose, modulus and conversion, a method can be developed where print intensity and exposure can be estimated using a photo-rheometer and supporting instruments. This will save time with upstart and can be used to rapidly analyze newly developed resins. The following work is aimed at beginning the development of a shared method to implement such improvements to the printing process.
Methods/Materials
Photo-Rheometer: Photo-rheology measurements were performed with a rotational rheometer, HR20 (TA instruments, New Castle, DE, USA) using a 20 mm parallel plate setup. The parallel plate is composed of an acrylic base to allow light transmission into sample and an aluminum top plate. Light is coupled from the source using a waveguide and custom rheometer base. The plate gap was controlled between 50 and 150 µm with temperature held at 23° Celsius. Oscillation fast sampling was done at 0.1% strain and 10 Hz for the duration of curing.
FTIR: The IR absorption of photopolymer samples was recorded by the FTIR spectrometer (Shimadzu IRAffinity-1S, Kyoto, Japan) using an attenuated transmission reflectance (ATR) accessory with a zinc selenide crystal. Samples were measured at five points on each side of all films produced.
UV Source: The UV source for testing was generated using the LX500 LED System (Omnicure, Waltham, MA, USA). Dose was controlled using LX Control Panel software to set power level and exposure time with 405 nm LED pen. Intensity was measured using Silverline UV Radiometer. Emission spectra were collected using the CCS100 spectrometer with CCSA1 diffuser (Thorlabs, Newton, NJ, USA).
UV-Vis: Transmission data was collected using the UV 1900i (Shimadzu, Kyoto, Japan). Solid samples were inserted without substrate into the viewing window. Liquid resins were measured from 200-800 nm, with a scan rate of 2 nm/sec in a glass cuvette with a path length of 1.00 cm. Transmission data of solid samples was translated directly to a light intensity for second- and third-layer print simulations.
Photopolymers: Tests were conducted on Resione W90B 3D printer resin and a proprietary photopolymer viscous resin (PVR). Photoinitiator levels were undefined in the W90B resin samples.
Results and Discussion
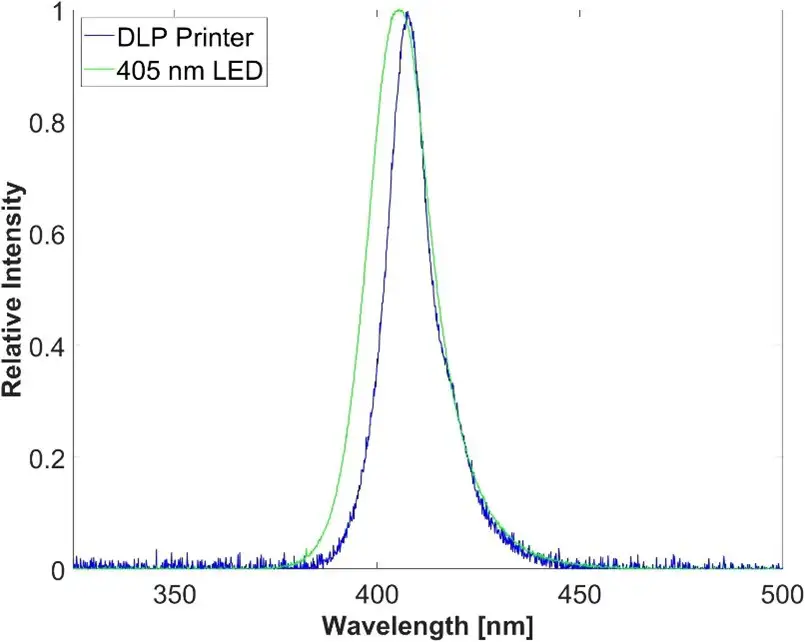
The emission spectra of a standard 405 nm LCD screen used in commercial LCD printers is similar to that of the 405 nm light-emitting diode (LED) source used for testing on the rheometer, shown in Figure 1. The assumption is being made that the LED light source of the photo-rheometer is close enough to make general assumptions regarding print material performance that then can be validated using an LCD resin printer.
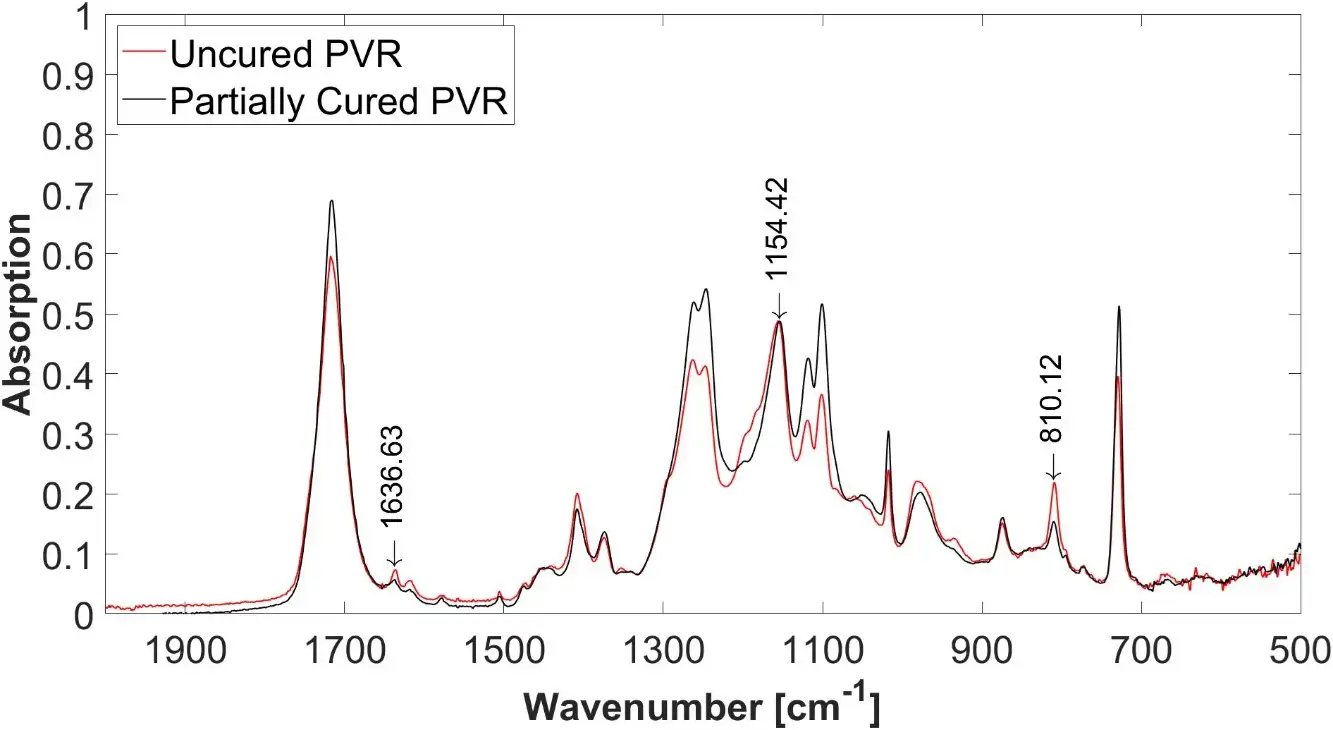
FTIR-ATR spectroscopy was used to determine the conversion of the photopolymer after exposure to UV. Figure 2 shows the FTIR spectra of a monolayer film and the uncured resin. The selected vibrational peaks to monitor the conversion of the acrylate system were the CH=CH2 twisting at 810 cm-1 and CH2CH2 stretching at 1635 cm-1. The 810 cm-1 peak was selected as it had a stronger signal for all samples. A reference peak corresponding to a C-O stretching at 1155 cm-1 was selected. Conversion was calculated using Equation 1, where A0 values are corrected absorbance values of the uncured resin and At values are corrected absorbance values of a resin test sample. 5

Reported conversion values correspond to the film surface at the acrylic window interface of the photo-rheometer. The conversion values measured at the sample/aluminum top plate interface were abnormally high, as much as 20% higher than the acrylate interface. The increased conversion was attributed to scattering off the machined aluminum plate, producing an area of concentrated generation of radicals.
A commercially available manufacturing print resin, W90B Blue, was selected for initial testing via photo-rheometer. Numerous light exposure profiles were used to test the cure profile of the print resin. All profiles use an intensity of 3.5 mW/cm2, corresponding to the average intensity of most commercial LCD resin printers. The first, designed to push conversion to unity, was a continuous 60 second exposure. A profile matching the recommended print exposure of two seconds was collected, in addition to a profile attempting to determine the gel point of the material. Each material cure profile can be seen in Figure 3.

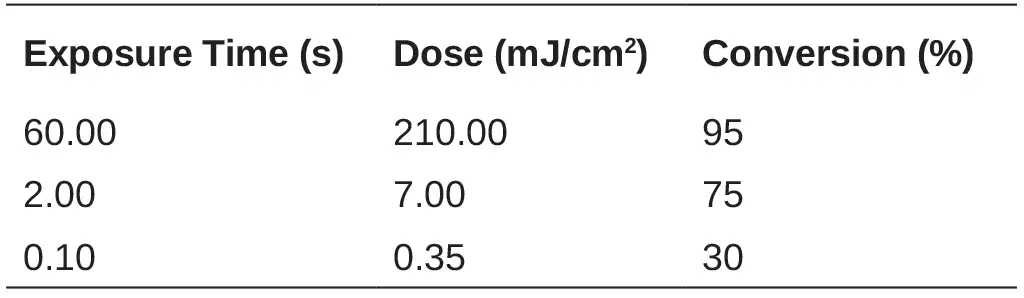
FTIR analysis quantified the monomer consumption of the three cure profiles; degree of conversion data is displayed in Table 1. The full cure profile had an average conversion of 95%, followed by the spec exposure at 75%, and lastly the gelation attempt at 30%.
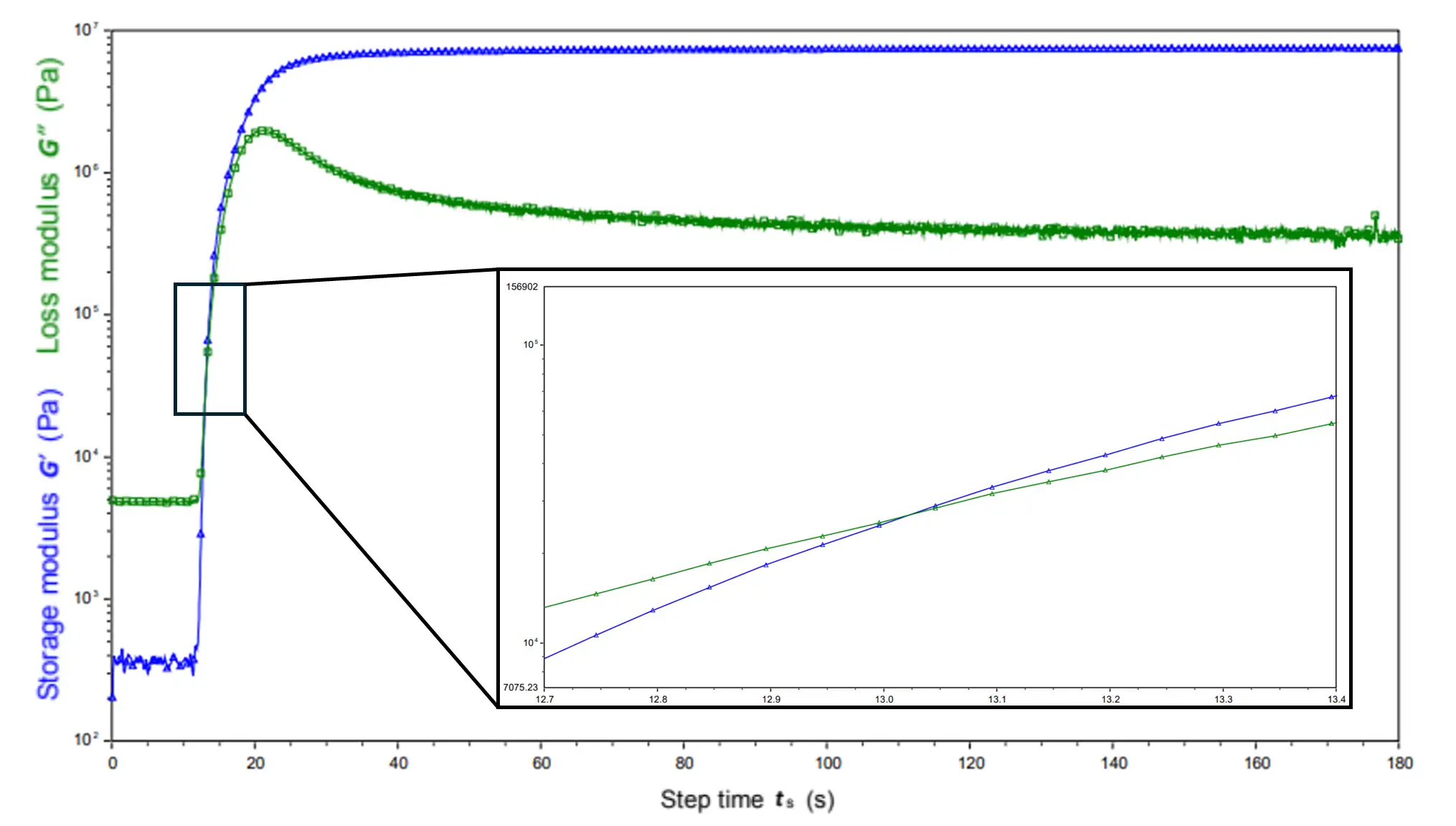
Analysis of the quick print resin profiles showed a rapid vitrification of the material following exposure to 405 nm light. Interestingly, the modulus does not continue to increase as the conversion of the polymer is driven to fully cured. The overlay of conversion and modulus shows that after approximately 50% conversion, the material has become cross-linked to the point where further conversion has a negligible effect on the modulus. Using the recommended print intensity and exposure time shows how rapidly the commercial resins can reach peak modulus and high conversion. The speed at which the polymer network is generated makes investigation of the gelation point difficult without having access to formulation data. Using the lowest possible setting for light duration on the LED source, 0.1 second, still produced a material exhibiting a storage modulus greater than the loss modulus. Another limitation of studying such rapidly curing resins is that the sampling rate of the rheometer is such that the jump in modulus during curing cannot be resolved, as seen in Figure 3b.
The print resins designed for fast and accurate modeling have a cure profile that is difficult to measure with the photo-rheometer. FTIR showed that beyond the vitrification point of the resin, conversion no longer influences modulus of the material. Monomer conversion data does prove useful when examining the reactivity of the material after exposure to a simulated print dose. Understanding conversion at each layer interface provides the ability to optimize binding within layers of the print and, in turn, produce improved products.
A photopolymer viscous resin (PVR) was analyzed using the photo-rheometer and FTIR. Analysis of the modulus during curing showed a visible gelation point and a cured profile that occurred in a time span of 20 seconds, seen in Figure 4. This printable material is being optimized to have properties superior to those of commercial products, which often are brittle, and be used for direct applications in manufacturing and prototyping.
Figure 5 shows the responsiveness of the modulus to an applied dose. The stepwise modulus was produced by cycling the light on and off to produce controlled doses designed to slowly progress conversion. The dose required to produce a clear step in modulus increased as the curing progressed. Table 2 shows the exposure time, dose and measured conversion of selected steps in the curing process. Each dotted line indicates the start of a UV exposure event. The PVR material has a formulation designed to develop higher molecular weight prior to the formation of a crosslinked matrix and increased modulus.
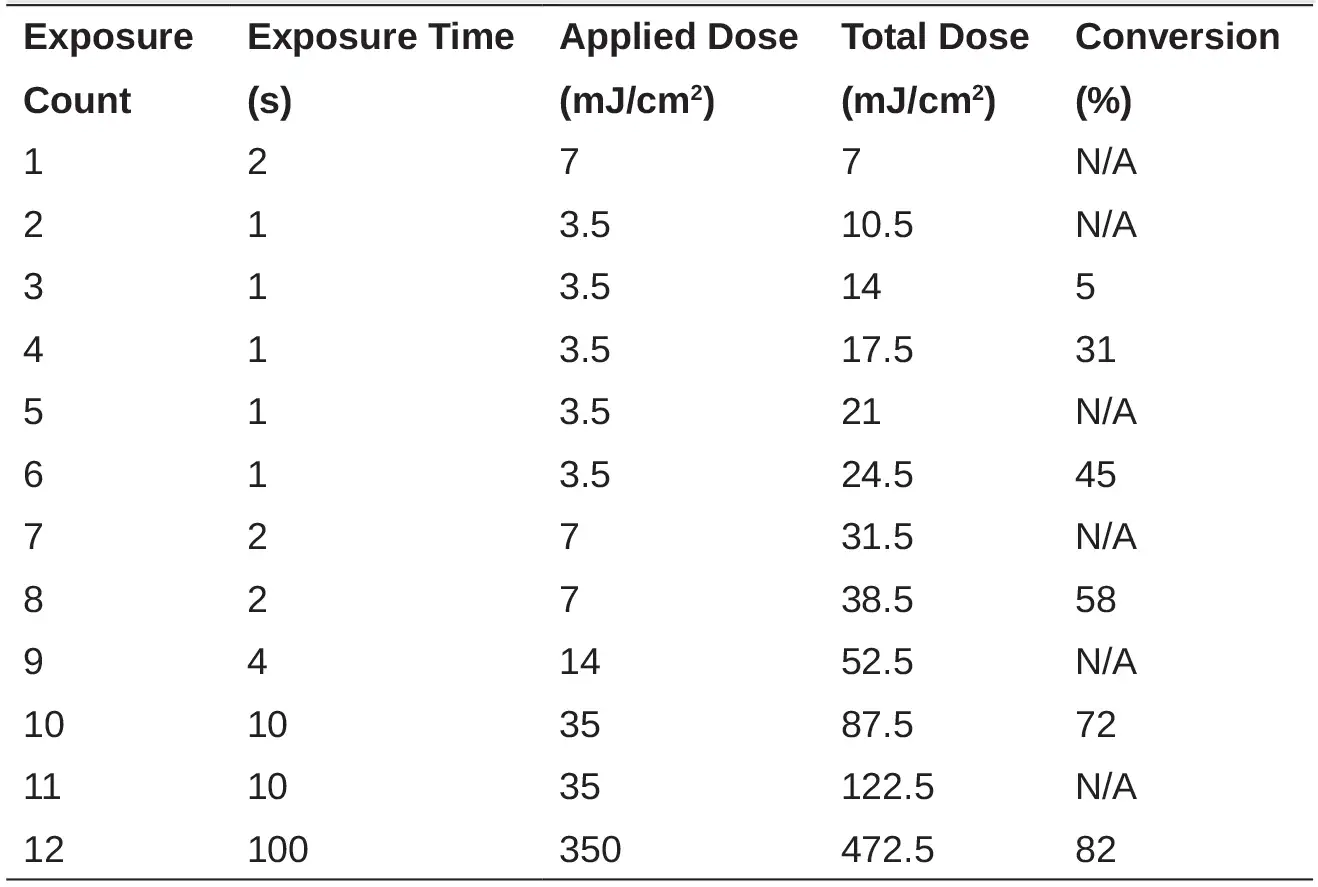
Further analysis of the stepwise exposure data yields several interesting findings. The material produced following the third exposure step was a spreadable, highly viscous material compared to the initial material. This would be expected as it is still loss modulus dominated at that time. Exposure step four stimulates an increase in storage modulus and produces a material with equal storage and loss modulus, a unique modulus profile referred to as the rubbery plateau. The solid material exhibited elevated adhesion properties like those seen in pressure sensitive adhesives (PSAs). Surface adhesion was lost in all further samples produced with higher dose and a storage modulus dominated profile. Unlike the W90B print resin, the modulus continues to be responsive to conversion up to the completion of step 12 at 82% conversion.
The use of a photo-rheometer for stepwise modulus analysis provides data that would otherwise be unknown with traditional a standard rheometer. The addition of FTIR conversion analysis allows formulation and dose changes to be made to achieve a desired material profile. The application of this test method is not limited to 3D printing; use cases can be found throughout the UV material industry, with PSAs being a primary example.
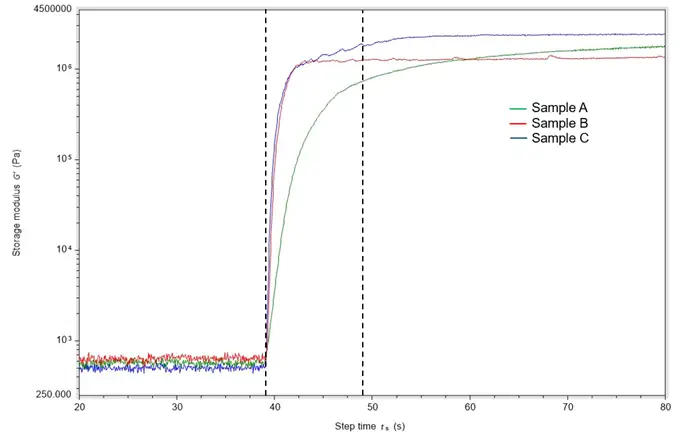
The PVR material was studied to show the effects of photoinitiator concentration on the cure profile of the material. Figure 6 shows the storage moduli of three samples with varying photoinitiator concentrations after exposure to a simulated print dose of 3.5 mW/cm2 for 10 seconds. Samples A, B, and C have increasing levels of photoinitiator (PI), respectively. The plot shows that initial linear rate of modulus development increases as the level of PI in the system is increased; however, the final moduli of the three materials are within experimental error of each other.
Measuring the slope of the modulus increase at the onset of curing provides a relative comparison of how the concentration of PI in the system affects the solidification of the materials. Sample B and C have a 3.6- and 4.5-times faster rate of modulus increase than sample A, respectively. At low concentrations, the cure time increases linearly with PI concentration, however, an asymptotic relationship begins to form at higher concentrations of PI due to competing effects of radical self-termination and initiation.
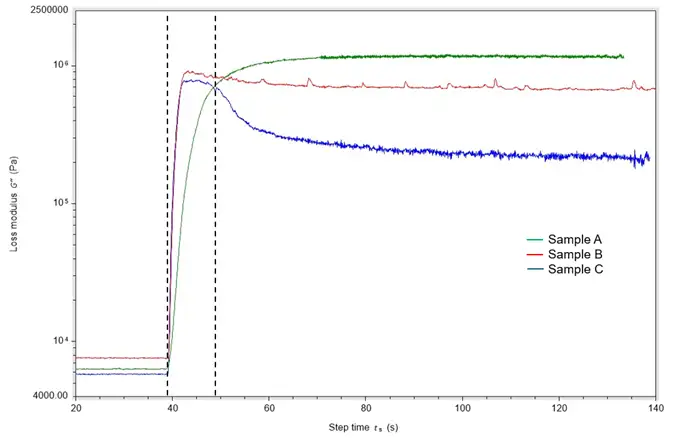
Examining the loss modulus after the curing event shows that the level of PI influences the value of the loss modulus after curing. Figure 7 displays the distinct difference in the final loss moduli of the three cured samples, exhibiting an inverse relationship with the PI levels in the systems. This trend is expected, as the higher concentration of generated radicals will result in a higher conversion with shorter chains with a more developed crosslinked matrix. A material printed with Sample C likely will have a higher tensile force at break and a lower elongation relative to Samples B and A. This is useful information when matching a material formulation to a specific application.
Immediately after the light exposure terminates, the moduli of Sample A and C continue to increase before reaching a final plateau while Sample B is constant. We explain these findings by applying the phenomena of dark curing to the three different matrix environments. Dark curing refers to a reaction process where polymerization occurs in a material that is not currently under incident UV light. Sample A is composed of a less dense, longer chain matrix capable of movement and flow within the solid. This movement allows for further conversion by radical propagation until termination and matrix stiffening overcomes the existing radicals. The matrix of Sample C is more constrained by crosslinking and shorter chains, however, the higher concentration of PI in the system maintains enough reactivity to experience dark curing. Sample B is a special case where the PI concentration is high enough to produce a matrix similar to that of Sample C, but it lacks the additional PI to facilitate dark curing, causing the storage modulus to plateau when UV exposure is halted. Further investigation would be needed to validate this hypothesis.
Conversion after UV application for 10 seconds at 3.5 mW/cm2 was recorded. Sample A, B and C were measured at 71%, 87% and 89%, respectively. The reported data encompasses the conversion from UV light exposure and the dark curing event. Ideally, the conversion at the termination UV exposure could be measured to measure the extent of dark curing but this would require an in-situ UV-FTIR. Conversion data of the samples matches the expected trend of higher conversion with increased PI concentrations. Again, the fit is not linear and indicates the presence of a peak conversion plateau with increased PI.
This work has been reported to further the understanding of the relationship between dose, modulus and conversion. Continued work will aid in the development of a method where print intensity and exposure can be estimated using a photo-rheometer and supporting instruments. Valuable insights regarding resin formulation also have been discussed to aid in production of printed parts with optimal material properties.
Conclusion
Testing photopolymer print resins using a photo-rheometer provides a clear picture of the reaction kinetics and the material properties developed throughout the curing process. Photo-rheometer testing can be adjusted to study multiple variables valuable to 3D printing. Controlling light source, intensity and exposure makes the method customizable to any printing environment. By matching the rheometer settings to that of the printer in use, formulation and material studies can be conducted without having to undergo long print times and larger material waste.
Using FTIR and UV-Vis to supplement the rheometer data allows for further understanding of the printing process. Having real time data on modulus and conversion with a controlled dose is beneficial for both development and quality control applications.
The work presented aims to progress the discussion of rapid print optimization and characterization while minimizing material waste generated during the optimization process. Further improvement of the method could be achieved by the addition of a UV-FTIR or photo-DSC for more detailed in situ measurements. Eventually, a complete and generalized test method could be generated to accurately predict 3D-print parameters for new photopolymer resin development.
References
- Schall, Joel D., Woods, John G., Characterization of High-Performance Adhesives and Coatings by Photorheometry, RadTech 2008 Proceedings, https://www.radtech.org/proceedings/2008/papers/106.pdf
- Uzcategui, A.C., Muralidharan, A., Ferguson, V.L., Bryant, S.J. and McLeod, R.R. (2018), Understanding and Improving Mechanical Properties in 3D printed Parts Using a Dual-Cure Acrylate-Based Resin for Stereolithography. Eng. Mater., 20: 1800876. https://doi.org/10.1002/adem.201800876
- Gorsche, C., Harikrishna, R., Baudis, S., Knaack, P., Husár, B., Laeuger, J., … & Liska, R. (2017). Real time-nir/mir-photorheology: a versatile tool for the in situ characterization of photopolymerization reactions. Analytical Chemistry, 89(9), 4958-4968. https://doi.org/10.1021/acs.analchem.7b00272
- Mendes-Felipe, J. Oliveira, I. Etxebarria, J. L. Vilas-Vilela, S. Lanceros-Mendez, Adv. Mater. Technol. 2019, 4, 1800618. https://doi.org/10.1002/admt.201800618
- Chaudhary, R.; Akbari, R.; Antonini, C. Rational Design and Characterization of Materials for Optimized Additive Manufacturing by Digital Light Processing. Polymers 2023, 15, 287. https://doi.org/10.3390/polym15020287



