


By Kristy Wagner, Red Spot Paint and Varnish
Abstract
Solvent-free, UV-curable coatings can be the first choice for many finishers looking to simplify their regulation processes. However, other options may be available for UV-curable, spray-applied coatings that can maximize process windows and still keep costs and regulatory issues manageable.
Introduction

To avoid complicated and expensive air permitting, many finishers turn to UV-curable coating technology. A 100% solids formulation will not emit environmentally damaging solvents into the atmosphere. This technology can be successfully employed in many market segments. However, when lower viscosity formulations are needed, there can be added costs due to higher priced/specialty raw materials, narrowed processing windows and/or specialty application equipment.
Formulation
Typical UV-curable coatings can contain oligomer(s), reactive diluent(s), photoiniator(s), additives and sometimes pigments.
Oligomers
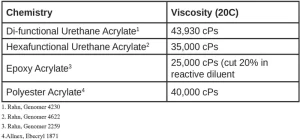
For free radically cured formulas, a variety of acrylated oligomers exist to provide the proper coating properties. Lower functional aliphatic urethane acrylates provide the best exterior durable properties. With the proper oligomer selection, the coating will not yellow, crack or lose adhesion when exposed to the exterior environment. Polyester acrylates make excellent pigment wetters. Epoxy acrylates can make some of the most abrasion- and heat-resistant coatings. Oligomers will provide the bulk of the coating properties; however, this also is the component that can have the largest effect on viscosity. Some urethane and epoxy acrylates’ viscosities are so high that they must be cut in reactive diluents just to get them out of the reactor. Even then, they may require the addition of heat to allow for handling. Some typical oligomer viscosities are listed in Table 1.
Reactive Diluents
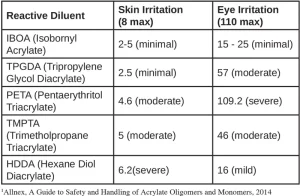
Reactive diluents will vary by structure (linear or cyclic) and functionality (one to six acrylate groups being the most common). Reactive diluents can greatly enhance the coating’s properties. They also are the best means to control viscosity. Unfortunately, some also can be strong skin and/or eye irritants. Irritancy can be rated on the Draize scale: The higher the number, the more irritating the material. Common reactive diluents and their ratings are listed in Table 2. Hexane diol diacrylate (HDDA) is one of the most efficient viscosity reducers; however, it also has one of the highest Draize ratings for skin irritancy. Pentaerythritol Triacrylate (PETA) is excellent for abrasion resistance, but is categorized as a severe eye irritant. Formulators can be challenged to find the right balance of properties and minimize irritancy concerns for solvent-free coating systems.
Photoinitiators
Photoinitiators are the chemicals necessary to start the curing mechanism. They can be liquid or solid. When the photoinitiator is a solid, solvency in a 100% solids coating formulation needs to be addressed. Again, reactive diluents are called upon to achieve this task.
Additives
Typically, additives can be used for flow and leveling, slip and mar, enhanced adhesion, protection from exterior degradation, pigment orientation and/or prevention of pigment settlement. For some additives, compatibility can be an issue. Polarity of the system may come into play. To help control polarity, choice of reactive diluents is once more key. Also, some additives, such as UV Absorbers (UVAs) and Hindered Amine Light Stabilizers (HALs) can be solids, again relying on solvency of the reactive diluents.
Pigments
Pigments are used to provide color or special effects to a coating. For an opaque white, high levels of titanium dioxide are typically used. As a rule, the higher concentration of pigment, the higher the viscosity. In addition, matting additives – typically, but not always silica – can be used to lower the gloss of a coating. This can be problematic in solvent-free coatings in two ways: viscosity increase and flat orientation. The majority of fillers used to lower gloss tend to cause a dramatic increase in viscosity. Also, in order for the particles to be effective, they must orient at the surface of the coating. If the viscosity is too high, these particles will be trapped in the interior of the coating and will not have the intended effect of lowering the gloss.
Processing
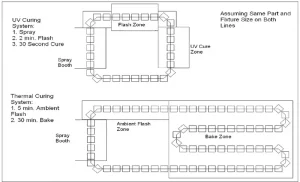
UV-curable coatings have the advantage of much shorter processing and more compact line designs than conventional coatings. A typical process would be five to 10 minutes in duration and include: spray, flash, cure. (See Figure 1 for a line schematic.)
100% Solids
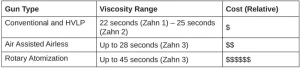
Without any solvent in the formulation, finishers do not have to be concerned with air permitting for volatile organic compounds. In addition, since there is no solvent to evacuate, flash time and temperatures can be shorter and lower. This is extremely important when dealing with heat-sensitive substrates, such as PVC. The purpose of a flash zone in solvent-free coatings would be for flow and leveling rather than solvent evacuation. However, depending on the properties desired, sprayable viscosities can be difficult or costly to achieve. Table 3 lists various type of spray guns and optimum viscosity ranges. In general, as the ability to spray higher viscosities increases, so does the cost of the equipment. This is important information to consider when applying 100% solids formulations. As previously mentioned, viscosities of acrylated oligomers can be on the high side. To control application viscosity as a formulator, some oligomers with optimum properties may be eliminated due to inability/expense of processing.
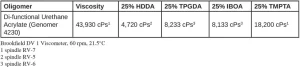
To bring the coating viscosity down, more reactive diluents may be required. Table 4 lists the viscosity effects of various monomers on one oligomer, Genomer 4230 (Rahn). Each diluent was added to the oligomer at a 3:1 mix ratio. It quickly becomes apparent which diluent has the biggest effect on viscosity. As previously mentioned, the use of certain diluents can increase the chance of skin and/or eye irritancy. In addition, some diluents are considered “swelling monomers.” This means that they can attack and etch certain substrates. HDDA, one of the best diluents but higher in skin irritancy, is such an example. Polycarbonate and certain grades of ABS are examples of polymers that can be etched by too aggressive use of diluents/solvents. A blend of diluents is usually employed to balance viscosity, irritancy, cost and performance.
Even lower viscosity coatings are critical when spraying low (5 to 7 microns) dry film thickness. If the viscosity is too high, the coating will not have acceptable leveling, leading to orange peel and other surface defects. An extended or higher temperature flash may be required to achieve acceptable appearance, thus adding to process time.
Of course, there are mechanical ways to lower the viscosity. Coatings can be heated prior to spraying to lower the viscosity and improve flow and leveling. Some care is required to make sure that excessive heat is not used, nor that the coating be exposed to extended time at elevated temperatures. Doing so can cause degradation of stabilizers and lead to premature polymerization. These options will add cost to the line design. Basic heated coating systems can run $5,000 to $7,000 to install.
Conventional Solvents
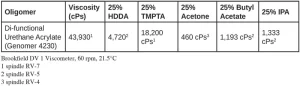
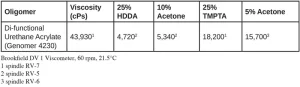
Conventional solvents can solve a lot of the previously mentioned issues. Much lower viscosities can be obtained with the same amount of organic solvent. Expanding on Table 4, Table 5 compares the same oligomer reduced with either acrylate monomers or organic solvents, all at the same 3:1 reduction rate. Organic solvents also are much more efficient at lowering viscosities. To go one step further, Table 6 shows the ability of certain solvents to achieve similar viscosity reductions at much lower additions. So, even if solvent-free formulations are not an option, higher solid versions may be.
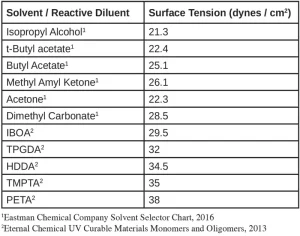
Although the cost of solvents will vary, the majority of solvents used in the coating industry are lower in cost than most reactive diluents. This will, in turn, reduce the cost of the coating. In addition, organic solvents tend to have lower surface tensions than reactive diluents (Table 7). Having a lower coating surface tension can help wet out less than perfectly molded parts, consequently widening the process window and decreasing scrap rates. In addition, for low-gloss coatings, as the solvent evaporates, it carries the silica matting additives to the surface and improves the appearance of matte finishes.
As the name suggests, organic solvents also are beneficial when needing to dissolve solid raw materials, such as photoiniators and UVA/HALs.
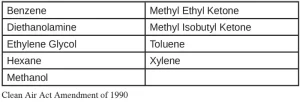
Although organic solvents offer multiple benefits, they are considered destructive to the environment and may require cumbersome permitting and regulations. In addition, there are some solvents that are considered Hazardous Air Pollutants (HAPs). These are solvents that are known to cause cancer and other serious health impacts. Even stricter regulations are required for these materials. A list of some common HAP solvents is in Table 8.
Like aggressive reactive diluents, certain solvents can attack sensitive substrates. This likelihood increases as flash time/temperature increases. Slower evaporating solvents will greatly improve flow and leveling; however, the slower the evaporation, the longer the dwell time in the flash oven – which, consequently, lengthens processing time and can potentially lead to substrate attack.

Safety Considerations
In general, UV-curable materials have low volatility; however, during spray applications, aerosols are generated that may cause issues if not properly addressed. When at all possible, engineering controls, such as mechanized spraying, should be utilized to minimize human exposure to aerosol mists. Always wear personal protective equipment, as listed in the safety data sheet of each coating. Spray booth equipment must be properly bonded and grounded. If solvents are used to reduce coating viscosity, the area must be explosion-proof as well. Local exhaust/ventilation is imperative to minimize worker exposure to generated vapors. Since UV-curable materials will not cure unless exposed to UV, coating overspray also will need to be addressed. The spray booth can contain either filter media or water. Either system must follow state and local disposal regulations. Another option is to collect overspray to re-use in subsequent applications. If it has been reduced with solvent, solids of the collected overspray will need to be measured and adjusted accordingly prior to re-spraying.
Because all coating compositions vary, it always is advised to contact the coating manufacturer for its recommendations on proper engineering controls and to follow state and local regulations.
Water
Water-reducible UV coatings also can address several of these issues. Water is not under regulation by the Environmental Protection Agency and is not a skin or eye irritant. Many finishers are finding success with aqueous UV-curable coatings.
As with all options, there are drawbacks. If the substrate is nonporous, flash times can be longer to ensure evacuation of all the water. Additionally, some co-solvents, which can be subject to regulations, still may be necessary to assist in water evacuation. Although improving, water-reducible oligomer choices are limited, especially if exterior durability is needed. In addition, a limited number of photoiniators and additives are compatible in an aqueous UV coating. As a result, the materials that are available tend to be higher in cost.
Since the coatings contain water, storage and shipping conditions are critical in the winter months. If stored or shipped at below-freezing temperatures, the coating can freeze and must be thawed prior to using. In some instances, this can negatively affect the formulation’s stability. Finally, some aqueous UV coatings can be susceptible to moisture after curing. Formulators must be diligent in raw material selections, and finishers must process properly to avoid this problem.
Volatile Organic Compound (VOC)-Exempt Solvents
By definition, a solvent is considered VOC-exempt if it has reactivity levels lower than or equal to ethane. Such solvents are not considered to increase ground-level ozone concentrations. These materials do not require permitting for emissions. Acetone is the most common VOC-exempt solvent.
By using VOC-exempt solvents, finishers can get the benefits of adding solvent to a coating (lower viscosity, lower cost, improved silica orientation, solvency-to-solid formula components, polarity control and lower surface tension) without the burden of the regulations.
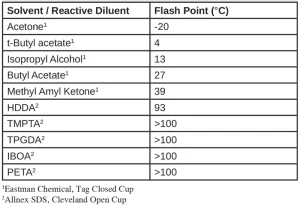
But, nothing is a panacea. Since they still are solvents, they will require a heated flash zone. Duration and temperature will vary, based on solvent selection. Most VOC-exempt solvents, like traditional solvents, still will be classified as flammable (flash point below 38°C). Table 9 lists flash points of several solvents and reactive diluents. All flammable materials require proper safety precautions to prevent sparking, fires and/or explosions. There are fewer choices of VOC-exempt solvents as compared with other organic solvents. Acetone has a very high evaporation rate, which can lead to issues during application. Other VOC-exempt solvents may be considered to have an offensive odor.
Conclusion

There is no perfect solution for low-viscosity spray-applied coatings, but there are multiple options. By balancing performance needs, capital investment and regulatory issues, a choice can be made that will optimize output and minimize costs. When one’s priorities are addressed, a UVcurable coating and process can be realized that is profitable to the finisher while minimizing negative impacts on the environment.
Kristy Wagner, who holds a degree in biochemistry from Indiana University, Bloomington, is a UV commercial products senior chemist with Red Spot Paint and Varnish. For more information, visit www.redspot.com.



