

By Nikolas Kaprinidis, Simon Werrel, Elmar Kessenich and Giovanni D’Andola, BASF
Abstract
Solving the challenges facing UV-/EB-curable applications – such as regulatory pressure for favorable toxicological profiles and enhanced technical performances of UV-curable formulations – are addressed herein by oxazolidinone-based reactive diluent structures. Compared to traditional reactive diluents in the industry, vinyl methyl oxazolidinone offers technical benefits and formulating capabilities over incumbent technologies, such as being liquid at room temperature, with a very low viscosity of 4 mPa/s (at 20o C), a low color and odor, and favorable toxicological profile.
Introduction
Vinyl methyl oxazolidinone (VMOX) is a newly launched vinyl monomer that has been available in commercial quantities in North America since early 2020. It is particularly suited for use as a reactive diluent in UV curing coatings and inks applications, for example, in UV inkjet printing. In these applications, the monomer has distinct technical benefits when compared to conventional reactive diluents: high reactivity, very low viscosity, good color brilliance, low odor and performance characteristics such as adhesion on plastic substrates. Furthermore, it allows innovative formulations with a favorable toxicological profile, which recently has been a challenge and is increasingly difficult to overcome with current chemistries. An overview of the effects on formulating capabilities, characteristics and registration status is provided.
Discussion
In general, vinyl-ether and/or -amide monomers – along with other industry-standard monomers such as acrylates – have been used extensively in photoinitiated copolymerization reactions with acrylate oligomers, epoxy and unsaturated polyester resins in both radical and cationic UV curing systems.1,2,3 They have shown to efficiently decrease viscosity at low levels, increase conversion of acrylate oligomers and improve performance properties of the cured system, such as adhesion, shrinkage and flexibility, along with scratch, thermal and chemical resistance.
In recent years, current technologies such as N-vinyl pyrrolidone (NVP) and N-vinyl caprolactam (NVC), although technically well performing and competent, have come under regulatory scrutiny and are in danger of being phased out due to restrictions, reassessment and potential reclassification. As an example, the European Printing Ink Association (EuPIA) has banned products with mutagenic or carcinogenic profile, such as NVP, in all printing formulations, and NVC is expected to follow. Thus, continued regulatory pressure – and the need for materials to be readily available and easily handled in formulations – have created a substantial hurdle for the industry to overcome. The new monomer, vinyl methyl oxazolidinone, is particularly suited to solve these challenges.
The liquid state of VMOX at room temperature (melting point of 20°C) makes obsolete the need for melting equipment, reducing cost, time and handling complexity. In contrast, for example, NVC is solid at room temperature and must be heated to be liquified and dosed into the formulations, potentially leading to undesired yellowing effects. Furthermore, the low viscosity of VMOX (4 mPA*s) imparts a significant diluting effect while enabling high performance of UV ink formulations in which significant viscosity reductions are needed and are below
10 mPA*s.
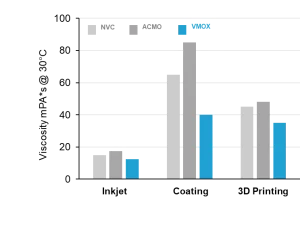
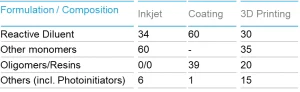
Figure 1 compares the effect of several reactive diluents on the viscosity of typical inkjet inks, coatings and 3D printing formulations. VMOX consistently achieves superior viscosity reduction when compared to NVC or acryloyl morpholine (ACMO) in all three example formulations. The individual formulation components are shown in Table 1.
Due to its high affinity to traditional acrylate monomers, VMOX shows a high copolymerization reactivity with all state-of-the-art acrylate monomers (i.e. DPGDA, IBOA,
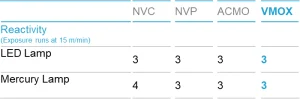
TBCH, POEA, CTFA, etc.) and N-vinyl lactams, and a high affinity for traditional acrylate oligomers being used in the industry. In Table 2, the reactivity of VMOX is compared with NVC, NVP and ACMO. The reactivity was measured based on a standard protocol in which ink formulations are cured on a belt that runs under an LED or mercury lamp at a speed of 15 m/min. Subsequently, the number of runs to fully cure the formulation was determined and compared among the different monomers. VMOX performed similarly to the other tested materials (rating of 3).
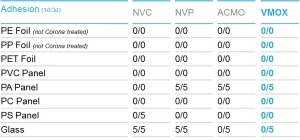
Another critical technical performance characteristic of reactive diluents and UV formulations for printing applications is the adhesion to all common substrates. VMOX promotes excellent adhesion of inks or coatings, presumably due to its high polarity that can promote adhesion via etching and swelling. As shown in Table 3, the adhesion of formulations containing VMOX, NVC and NVP is compared based on a standard peel test protocol. The ratings are determined with 0 peel being the best and 5 peel being the worst. Five peels were contacted on each entry and recorded for failure. VMOX-based formulated inks displayed similar adhesive properties compared to NVC and NVP, even in lower concentrations compared to the other monomers listed in Table 3.
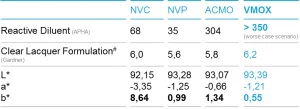
Yellowing and color-related issues, along with undesired odor, have been a challenge in these applications. Formulations containing NVP or NVC are prone to yellowing due to auto-oxidation and decomposition. As a result, NVP or NVC monomers are usually stabilized with various amines, which tend to slow the yellowing, but do not eliminate it. While pure VMOX exhibits the highest APHA color value among the set of monomers shown in Table 4, the color of the cured coating is in line with NVP, NVC and ACMO (cf. Clear Lacquer Formulation). Additionally, VMOX showed an improved color response, as indicated by the CIELAB color space measured on a white plastic substrate. VMOX-containing formulations resulted in higher brighter whites (L*) and more neutral color channels (a*, b*).
Another unique feature of the monomer is the very low odor. Even after printing VMOX-based formulations are virtually odorless. To expand the scope beyond use in UV inkjets, VMOX testing has demonstrated success in UV coatings (as a reactive diluent and monomer), UV adhesives (as a reactive diluent and additive for adhesives) and 3D printing applications (as a photo-monomer).

VMOX is registered with the European Union’s Registration, Evaluation, Authorisation and Restriction of Chemicals regulation (REACH) and was recently listed in the Toxic Substances Control Act (TSCA) inventory for use in UV printing inks and 3D printing applications. In contrast to commonly used reactive diluents – such as NVC, NVP, and ACMO – and in accordance with the classification of the European Chemicals Agency (ECHA), VMOX is not mandated to be labeled with the “serious health hazard” and “acute toxicity” warning labels. Prior to VMOX, there was a very limited range of choices and virtually no technically comparable alternatives for those formulators whose materials require the absence of such labeling. Figure 2 summarizes the Globally Harmonized System (GHS) pictograms and compares them to those of the above-mentioned monomers. Further registrations for countries such as Switzerland and the Philippines already have been published, while those for China and Japan are in progress.
Conclusion
VMOX is the newest addition to BASF’s vinyl monomer portfolio. It provides solutions to help meet both technical and regulatory challenges in UV printing inks and coatings applications. Furthermore, it has been shown that VMOX has excellent diluting power and can be used effectively for reducing viscosities below 10 mPA*s. Its liquid state at room temperature ensures easy handling and results in formulations that are less prone to yellowing or undesired odor. VMOX also offers a favorable toxicological profile that expands the toolbox of formulators who require a unique blend of technical performance, improved handling and regulatory compliance.
References
- Comprehensive Polymer Science, Vol. 3, Chapter 42, pp. 673-697, Pergamon Press (1989)
- C. Decker and D. Decker, J.M.S., Pure Appl. Chem., A34(4), pp. 605-625 (1997)
- S.C. Lapin, in Radiation Curing – Science and Technology (S. P. Pappas, Ed.), Plenum Press, New York, NY, 1992, p. 241
Nikolas Kaprinidis holds a Ph.D. in chemistry from New York University and had post-doctoral residences at U.C. Berkeley and Columbia University. He has worked for 24 years at BASF, currently in business development and strategic sourcing for procurement.
Simon Werrel received a Ph.D. in organic chemistry from University of Oxford (UK) and joined BASF in 2017. He is the product manager for BASF’s acetylenics portfolio in North America.
Elmar Kessenich earned his Ph.D. in chemistry from the Ludwig-Maximilians-University in Munich. He has been with BASF since 2001, currently serving as senior product manager for the portfolio of vinyl monomers at the Intermediates Division of BASF SE.
Giovanni D’Andola received his doctorate in chemistry from Imperial College London (UK). He has worked 14 years at BASF SE Headquarters in Ludwigshafen, Germany, currently serving as the senior innovation manager for the chemical intermediates division.



