



By Mark Plantier, Enercon Industries
UV coatings are a great choice for high-value applications in which scratch resistance and surface performance are essential. While traditional UV lamps are still used, the advancement of LED curing technology has improved operational efficiencies for numerous applications. This article will review the importance of properly preparing surfaces for bonding with a variety of in-line surface treating technology options.
A host of factors contribute to the success of UV coating applications. Pamela Lee, senior product manager of the Excelitas OmniCure Area Curing Product Line, said, “Successful curing of UV materials is dependent on a number of factors. One of the most critical is material compatibility (of the adhesive, coating or ink) with the UV LED equipment, as polymerization only occurs when the absorption spectra of the photoinitiators match the peak wavelength of the UV output. While the performance of the UV LED equipment is important (peak irradiance, optical output, thermal performance, reliability), other process parameters also influence cure – exposure times, working distances and pre/post-treatment. Depending on the application, surface treatment can significantly help improve adhesion.”
Jennifer Heathcote, business development manager at GEW, noted that users of curing equipment sometimes focus on the wrong issue when adhesion concerns arise. “When manufacturers contact us regarding adhesion issues, they often believe they are not fully curing. They naturally assume something is wrong with the UV curing system. In reality, the polymer is typically cured, but due to lack of surface energy, it is simply not physically possible for the UV-cured polymer to adhere to the underlying material. Increasing surface energy through treatment is the only resolution.”
With this important emphasis on preparing a surface for bonding, let’s explore surface preparation options.
Why Surface Preparation Is Needed
Many surfaces that are coated have inherently low surface energy, making them hydrophobic. This inhibits their ability to bond with coatings, adhesives and inks. In addition to low surface energy, lack of bonding sites and surface contamination also can contribute to poor bonding results.
Heathcote explained further: “Surface treatment is closely aligned with the success of a UV curing application. When molecules in a UV formulation are exposed to ultraviolet energy, they cross-link to form a polymer. The goal is to fully cure the polymer while also delivering the desired level of adhesion for the end-use application. This only occurs when the surface energy of the substrate, media, construction or part is greater than the surface tension of the applied chemistry.”
To increase surface energy and promote bonding, manufacturers employ surface preparation methods such as liquid primers, chemical etching and mechanical preparations. While these may be suitable for some applications, many manufacturers struggle with these processes because they involve hazardous materials, manual application or take place off-line. They may also find these methods expensive, inconsistent and time-consuming when compared to automated in-line surface treatment using corona, plasma or flame technology.
Which Technology is Best for Your Application?
Determining which technology is best for your application begins with properly defining the application. The first criterion is the type of surface to be treated. If it is a film being processed on a converting line (such as flexible packaging) or a shaped object with dimension, different discharge technologies can be used.
Corona is King for Treating Films
Films can be treated with corona, plasma, flame or ozone to increase surface energy, wettability and bonding results. Most applications use corona treatment as a highly effective and economical option. Gas plasma can be used in rare cases where surfaces are not responsive to corona treatment; flame can be used for high-speed paperboard applications to remove fibers or high-speed foil applications to remove oils; and ozone (along with other technologies) is used with extrudates for extrusion coating applications.
Corona is an ionization of gas, and the process cleans and increases surface energy by oxidizing a film’s surface and removing contaminants. Corona treatment systems are available to treat both conductive and nonconductive films and may be designed to treat either the complete width of film or sections of the film. Most coating applications require the entire width of the film to be treated.
Tom Gilbertson, Enercon’s vice president of application engineering, advises corona treatment users to measure application in watt density. “The kW power level of a power supply determines how much energy is supplied to the corona treater,” he explained. “However, applied treatment is most accurately measured in watt density. Watt density is a calculation which takes into consideration the width of the treatment, line speed and power level. Calculating watt density is particularly useful when treating the same type of film on multiple lines with different widths or line speeds.”
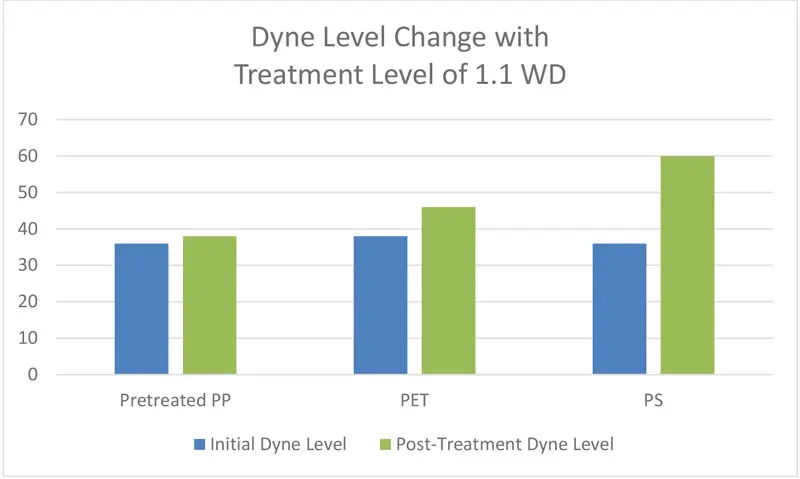
It should be noted that not all films respond the same to corona treatment. As shown in Chart 1, corona treatment at a specific watt density produces different surface energy results for PET, PS and PP respectively. The surface energy results are recorded in dynes, a measurable unit of surface wettability. As previously noted, for successful bonding, the energy of a surface must be significantly higher than the surface tension of the coating.
It is best practice to experiment with the level of treatment that provides the best adhesion results. A rule of thumb is that more power is not always better. Strive to use the least amount of power for successful application.
Treating Objects Requires Different Technology
Unlike film, which is flat and corona treated in-line on coating lines, dimensional objects come in all shapes and sizes and may be flat or have undulating surfaces. For these applications, air plasma treaters with special discharge heads are used.
What is the difference between corona and plasma? Technically, corona is a form of air plasma. We have found that when the term “atmospheric plasma” is used in the film extruding and converting industries, it refers to a plasma that includes an additional noble gas to create an effect not possible with corona. When the same term is used in the treatment of dimensional objects, the industry is referring to an air plasma, without the addition of any gas other than air. Variable chemistry atmospheric plasmas are available for treating objects, but in most cases an air plasma treatment is sufficient.
Wilson Lee, Enercon’s business development manager for surface treating objects, explained how plasma improves surface energy. “Air plasma surface treaters clean, etch and functionalize surfaces to prepare them for bonding with coatings,” he said. “In cleaning, we are eliminating static charges, which removes statically held dust and other materials. Most organic and some inorganic contamination also is removed. The etching effect microscopically transforms a smooth, manufactured surface into a surface with more bonding sites. This increases the usable bonding surface area to improve overall bond strength. Functionalization, sometimes called activation, describes the addition of hydroxyl or carboxyl groups to the outermost molecular layers of the surface. By adding these polar groups, you increase the overall surface energy and the ability for inks, coatings and adhesives to improve their bond to the modified surface.”
Blown-arc, Blown-ion and Flame Plasmas
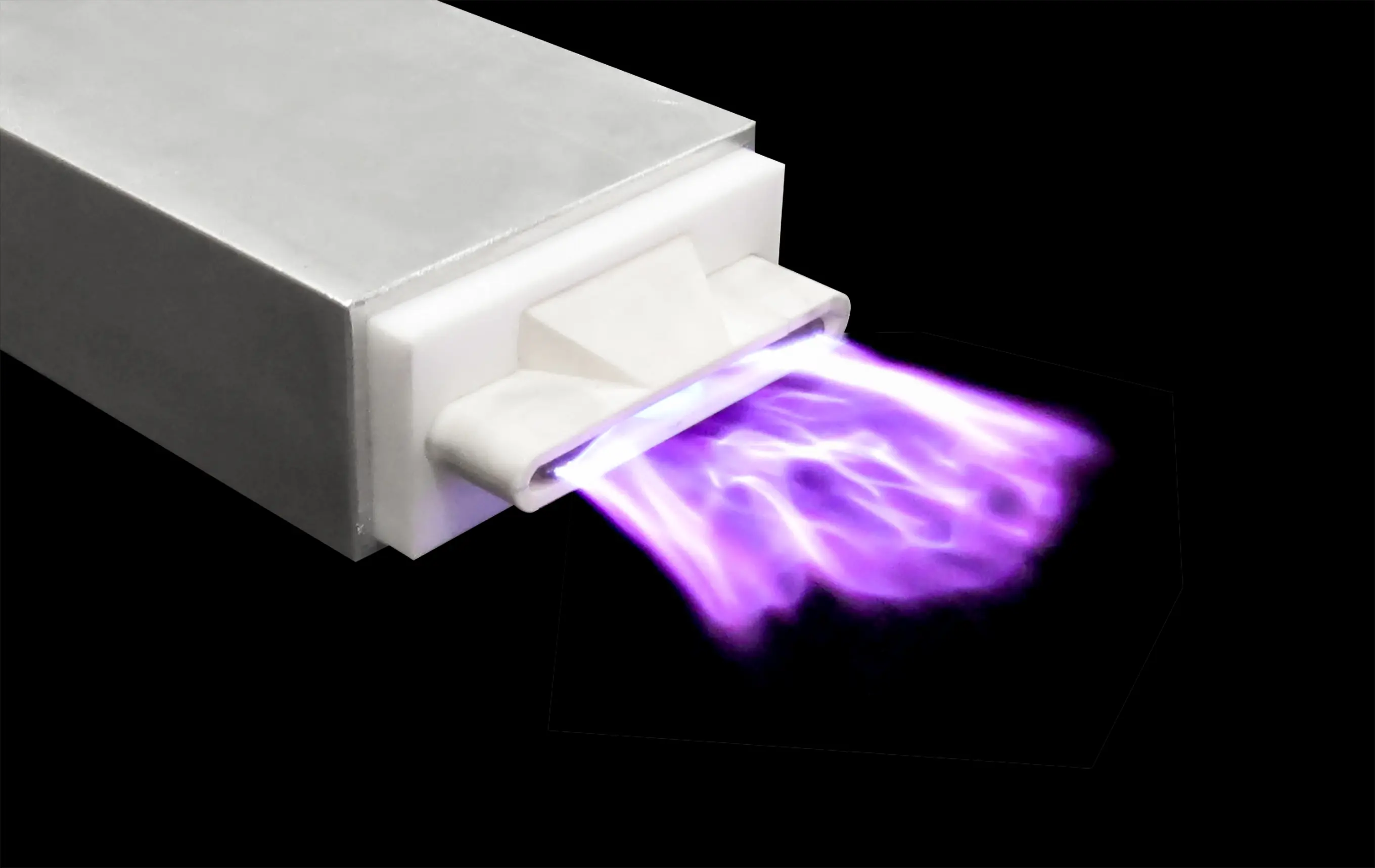
Blown-arc air plasma (Image 1) is formed by blowing atmospheric air past two high-voltage power electrodes. The electrical discharge positively charges the ion particles surrounding it. Through direct contact, these particles positively charge the treated area of the object’s surface. This makes the surface more receptive to any applied substance, such as inks. Blown-arc plasma cannot treat metallized or conductive surfaces but is highly effective on a wide variety of plastics including PE, PP, PET, nylon, vinyl, polystyrene, polycarbonate, PVC and all other types of thermoformed and thermoset plastics.

Blown-ion plasma (Image 2) creates a high-velocity concentrated stream of charged ions that provides powerful treatment for both nonconductive and conductive surfaces. It is ideal for higher line speeds, materials that may not be responsive to other treatments and for reaching small areas that are difficult to access.
Flame surface treatment is another option for in-line treating. Flame treaters are used for high-speed lines on surfaces capable of withstanding the additional heat created by the flame.
Integrating Plasma and Flame Systems
While the useful effect of treatment may last hours, days or even weeks – depending on the application – it is an industry best practice to apply coatings as soon as possible after treating. This provides a fresh and optimized surface. Plasma and flame treaters are versatile in their ability to be integrated into new or existing lines with conveyors, indexing systems and robotics. However, it’s the consistency and repeatability these technologies offer that make them so popular.
Lee remarked, “In-line plasma and flame treating provide an automated, repeatable and consistent surface preparation solution that effectively and economically improves throughput and quality control.”
Mark Plantier is vice president of marketing for Enercon Industries, Menomonee Falls, Wisconsin. He has over 25 years of experience in the industrial equipment industry and, as an author of numerous articles on packaging and converting technology, Plantier helps customers gain a better understanding of technologies and applications to improve their efficiencies. He earned his marketing management degree from Siena College, Loudonville, New York. Plantier can be contacted at mplantier@enerconmail.com or www.enerconind.com.
Editor’s Note: Although relative surface energy is of primary importance in improving adhesion, other factors, including coating shrinkage, also are important to consider if adhesion is a problem.


