


By Bob Lin, Marco Heuer, Roger Reinartz, Aline Skotarczak and Maria Nargiello, Evonik Corporation
As UV coatings are applied to a broader range of substrates, the demand for scratch and abrasion resistance continues to grow. This is especially true with thin film applications over flexible, semi-porous or hard substrates with varying types of gloss or haptic properties. Damage can occur in a variety of ways due to various geometries and forces of the objects scraping over the coating surface. Many factors, such as resin composition, surface uniformity and irregularities, etc., influence scratch- and abrasion-resistance performance. Different test methods highlight different aspects of a coating’s integrity, and often there is not consensus across test methods regarding consistent performance. All these variables combined can result in a wide performance response from slight deformation, which may not be visually observable, to fractal failure of the polymer itself that leaves visually apparent damage.
To obtain continuous improvements in scratch- and abrasion-resistant coatings, a variety of additive technologies have been developed. This study examines additive technologies ranging from surface-active siloxanes and nanocomposite technology to synthetic amorphous silica and co-binders. These technologies then are evaluated side-by-side in a urethane UV-curable coating. The study considers compatibility of these products in the coating formulation and provides relative ratings of their impacts on scratch resistance. Scratch and abrasion resistance are measured using several common test methods. The results provide a comparable overview of how each technology performs in improving scratch and abrasion resistance and the variations that can occur across testing methods.
Additive Technologies
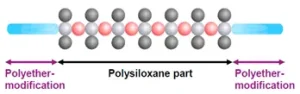
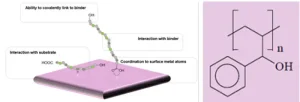
Surface slip agents can markedly lower damage to a coating by increasing its surface slip. These additives allow objects to slip off rather than penetrate the coating matrix. They affect the surface tension of the coating, resulting in a smoother/higher slip surface, with an improved capability to deflect force across the surface, avoiding a scratch. These additives are surface-active siloxanes that exhibit weak interactions with each other and with other materials. The modified polysiloxanes migrate to the surface of the coating during cure, reducing the slip resistance of the cured film and making it possible for solid objects scraping across the surface to slide more easily. The general structure of these additives is illustrated in Figure 1.
These slip agents can be modified with hydrophilic-hydrophobic polyether to control compatibility within the coating and the behavior of the polysiloxanes. Other functionalities in the chemistry of the slip agent help with anti-cratering effects. The liquid-based technologies can be formulated for varying ranges of re-coatability.
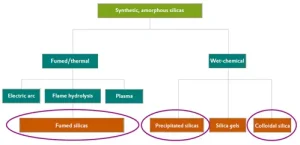
Synthetic, amorphous silicas are produced with varying wet- and high-temperature-based processes that yield similar chemical compositions but significantly different particle types and morphologies, with a wide range of physical/chemical properties. The three types of silica used in this study are shown relative to the overall synthetic amorphous silica market in Figure 2. Fumed silica is derived from a high-temperature process. Whereas, both precipitated and colloidal silica are derived from a wet process.
A typical function for most amorphous silica is to improve the overall hardness and reinforcement of the coating. Structure-modified fumed silica is manufactured using high-temperature flame hydrolysis, producing primary particles that are irreversibly fused to form sub-micron aggregates. These aggregates then are processed to form structure-modified particles. The wet process produces precipitated and colloidal silica. The precipitated silica is a unique spherical particle, which differs from conventional precipitated silica. The colloidal silica is functionalized to provide better compatibility in coating formulations while maintaining excellent dispersion stability in water. The colloidal silica in water is designated nanocomposites in this study.
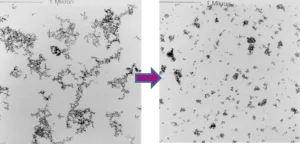
Fumed silica. Transmission electron microscope (TEM) photos in Image 1 show the conventional structure of fumed silica on the left and the structure-modified fumed silica on the right. This silica has higher bulk density and more compact structure, allowing for higher loading level without adversely affecting viscosity.
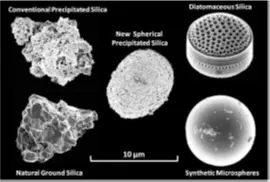
Precipitated silica. In Image 2, a novel spherical precipitated silica is shown in the center, surrounded by TEM images of conventional precipitated silica and similar products, such as natural ground silica, diatomaceous silica and synthetic microspheres. The particle porosity and sphericity of the novel precipitated silica is controlled by the manufacturing process, resulting in linseed oil absorption of 40ml/100g silica and BET surface area of < 15m2/g.
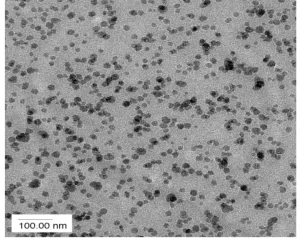
The nanocomposites are aqueous dispersions of colloidal silica. Like the fumed and precipitated silica, the colloidal silica improves the overall hardness and mechanical properties of the coating, among other attributes, and achieves very high clarity due to its very small size. Image 3 is an example of mono-dispersed, discrete silica nanoparticles of 20 nm distributed uniformly throughout a cured film. These particles are functionalized and stabilized in the aqueous dispersion. For UV-curable systems, dispersions in various monomers also are available. Particle-based dispersions in solvent and water also are available.
The last group of property enhancers are co-binders that can improve the overall hardness of the coating by increasing the overall glass transition temperature (Tg) when combined with the main resins in the final coating. Here, two co-binders are included – a high Tg polyester and high Tg Ketone-resins, shown in Figure 3.
The Tg of both the polyester and Ketone resin co-binders are at 90° C.
Test Formulation
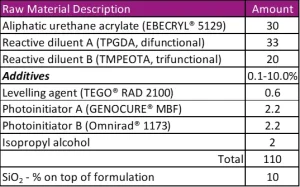
Test formulation is shown in Table 1. The additives were added at 0.1% to 10.0% on formulation. The silica content was added at 10.0% above the total formulation.
Sample Preparations
Wet samples were prepared by weighing 100 grams of test formulation into a beaker, incorporating various levels of the additives and mixing for 3 minutes at 1000 rpm using a 30 mm diameter dissolver blade. These samples then were applied on different substrates and UV cured at a speed of 20 m/minute.
Testing Methods
The scratch and abrasion resistance were tested using various methods listed in Table 2.

Results and Discussions
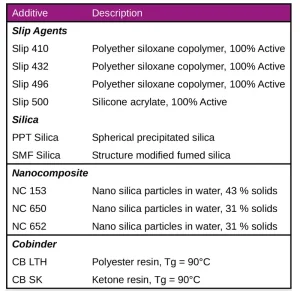
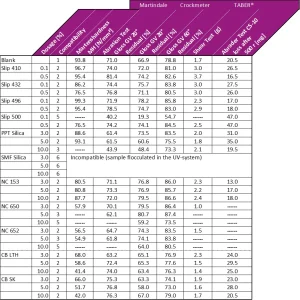
The additives from each of the technology areas chosen for this study are listed in Table 3. When the additives are added and mixed into the formulation, its compatibility to the system is checked.
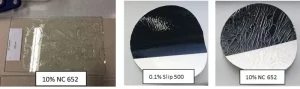
Some of the additives were incompatible and flocculated in the beaker after a short time. Others showed incompatibility at lower concentrations but incorporated uniformly at higher concentrations. Finally, some resulted in an inflexible film at higher concentrations that cracked and could not be used for testing. Some examples of these are shown in Image 4.
The formulation for this study was not fully optimized to take into consideration some of the incompatibility or concentration effects. Summary of the test results are listed in Table 4.
In general, the slip additives and co-binders had good compatibility except for Slip 500 at lower concentrations. The slip additives are surface-active agents, therefore only low dosages are needed. The structure-modified fumed silica (SMF Silica) showed incompatibility due to the need to grind these particles in a high-energy mill and pre-stabilize before addition into a coating formulation. Therefore, we were unable to obtain results with this material. Finally, at higher concentrations some of the nanocomposite property enhancers resulted in inflexible films that could not be used in measuring scratch and abrasion resistance.
Since the structure-modified fumed silica (SMF silica) was incompatible, it was not included in the following analysis. Remaining blanks in the graphs represent measurements that could not be obtained from the coating applied.

Martens hardness in Graph 1 shows that some additives can reduce the hardness of the coating. This was especially true of the co-binders. The nanocomposites did not form films that were acceptable for measurements except for the NC 153. However, even this reduced the MH of the coating. Here, the best performance was seen with the Slip 496, where at 0.1%, results were better than the blank coating itself.
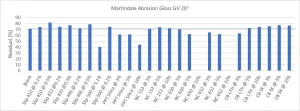
The Martindale abrasion test (Graph 2) also showed the best performance was found with the slip agents: Both Slip 410 and 496 performed well. Here the co-binders gave good performance at the higher loading levels. Of the nanocomposites, the NC 153 had more consistent performance.
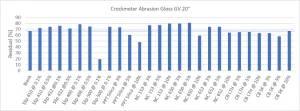
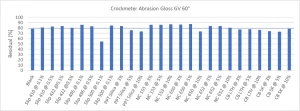
When we look at the Crockmeter abrasion results at both gloss GV 20° and 60° in Graphs 3 and 4, the nanocomposites showed best performance, followed closely by Slip 496.
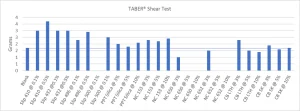
In the TABER® Shear test shown in Graph 5, the slip agents allow for higher weight on the shear arm before it begins to scratch the coating. Here, the best performance is shown with the slip agents, specifically the Slip 410 providing the best performance. Among the nanocomposites, the NC 153 had the best performance.
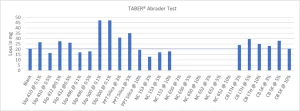
Finally, when the additive’s impact is evaluated using the TABER® abrader test (Graph 6), the best performance is between the Slip 496 and the nanocomposite NC 153.
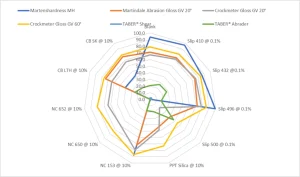
If we consider lowest dosage for slip additives, due to their surface activity, and highest dosage for the silica and nanocomposites, their impact on the coating can be summarized in Graph 7.
From these results, the slip additives generally performed best across these tests in this UV-curable coating formulation. The Slip 496 was the best performer among the slip additives. Following the slip additives is the nanocomposite technology, of which the NC 153 offered the best performance.
As stated, this study was to provide an overview of the comparable technologies. However, further developments would be necessary to optimize formulation and incorporation of the various technologies to provide definitive results on performance.
Conclusions
The study provides an overview of comparable technologies to improve scratch and abrasion resistance of UV-curable coatings. The results showed that slip additives perform best in this study, with Slip 496 giving the best overall performance. Following the slip additives are the nanocomposites, with NC 153 showing the best performance.
This study also demonstrates that scratch resistance performance can vary significantly, depending on which method is used. Often there is not a common improved performance across every scratch test.
Further work would be needed to examine the incorporation of additives such as the novel precipitated spherical silica or the structure-modified fumed silica. In addition, there is a need to optimize nanocomposites to obtain best compatibility and performance. Finally, the combination of both the particles that reinforce the polymer matrix and the surface-active slip agents may provide the optimal scratch resistance performance. υ
Acknowledgement
Special thanks to Marco Heuer, Roger Reinartz and Aline Skotarczak for their work in this study.
References
- Evonik Report PLO2018-03 – Scratch-Resistance UV-System by Mr. Reinartz and Ms. Skotarczak.
- “Testing of Scratch and Abrasion Resistance of Coating Systems for Permanent Protection of Plastics and Other Substrates” by M. Heuer, A. Skotarczak, M. Schaepermeier, R. Reinartz, and F. Eichenberger; presented January 2020.



