



By Mike Kelly, Chief Customer Officer, Allied PhotoChemical
In today’s competitive environment, pipe and tube manufacturing companies are being challenged to manufacture a superior product in their respective marketplaces. End-user customers are requiring a better product, more competitive pricing and improved lead times, year-over-year.
While each pipe and tube manufacturer has specific regional and market issues, it is critical these suppliers continue to drive process efficiencies to improve existing manufacturing operations, thus helping meet end-user customer needs. One other important customer requirement is that pipe and tube manufacturers improve their sustainability footprint, which can be driven by reducing emissions such as volatile organic compounds (VOCs) and hazardous air pollutants (HAPs).
The pipe and tube market can be broken down into three distinct vertical markets: mechanical tube, safety/water suppression pipe and OCTG/line pipe. All three market verticals have similar end-user customer requirements, although this article will focus on the mechanical tube marketplace.
Mechanical Tube Marketplace Overview

The mechanical tube marketplace provides an end-use product for fencing, carports, irrigation systems, security, structural and related markets. Most of these manufacturers incorporate some type of coating system into their tube manufacturing process. In many cases, this is a water-based coating system that utilizes a flood-and-wipe or vacuum application and some type of air flow and/or thermal drying system at the end of the line before tube cut-off.
This system provides an inline coating that is applied to the mechanical tube, delivering enhanced outdoor protection from humidity and temperature during transport, yard storage and end processing.
In a quest to reduce overall tube costs, mechanical tube manufacturers continuously must review their internal processes. One of the areas targeted for review has been the type of coating applied to the mechanical tube, leaving many manufacturers to assess water-based coatings vs. a UV coating solution.
UV Coatings vs Water-Based Coatings
Legacy coating suppliers have minimal incentive to be proactive or to facilitate change if they are already providing conventional water-based coatings and/or rust-inhibiting coatings. In fact, it probably runs counter to their perceived best interests. So, it is important to review the offerings and compare the benefits and restrictions.
There are a significant number of mechanical tube manufacturers utilizing water-based coatings for their coating needs. For manufacturing lines running less than 150 feet per minute, the investment cost for implementing a water-based coating line can be lower than a traditional arc lamp UV line. A simple flood-and-wipe, combined with induction heating or heated air tubes, typically will do the trick and provide a temporary rust inhibitor for the tube. Utilizing induction heating will greatly reduce the humidity and temperature issues that impact water-based coating applications.
Although the cost per gallon for water-based coatings is much lower than UV coatings, that cost can be misleading when factors such as percent solids, coverage per gallon and cost per linear foot are taken into consideration. This is where the return on investment (ROI) calculator in Table 3 can help in facilitating an understanding of coverage per gallon when comparing water-based coatings to UV coatings.
Ultraviolet coatings technology offers a unique opportunity to dramatically improve a manufacturing process, improve a sustainability footprint and deliver an improved ROI by delivering a lower coating cost per linear foot of pipe or tube. A customer case example follows.
Customer Case Study
Industry: Mechanical Tube
Application: External Protective Coating
Current Solution (see Table 3):
Water-Based Coating / ~11% co-solvent (flammable)
24.5% solids by volume – 393 sq. ft. at 1.0 mil WFT
$17.55 per gallon
New Solution (see Table 3):
UV Coating (No solvent, no water, no VOCs)
100% solids by volume – 1,604 sq. ft. at 1.0 mil WFT
$64.00 per gallon
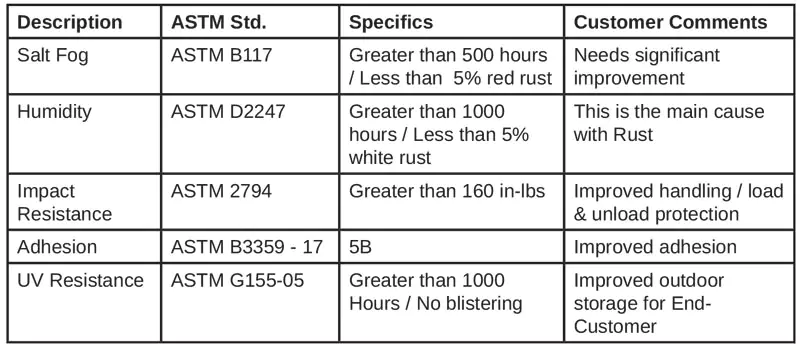
The customer had several goals in implementing a change from water-based to UV coatings. These goals included the following and are further illustrated in Table 1:
- Reduce end-user complaints
- Improve aesthetic appearance
- Improve corrosion resistance (less than 5% red rust)
- Increase line speed
- Eliminate VOCs and HAPs
- Minimize humidity and temperature impacts on the coating process
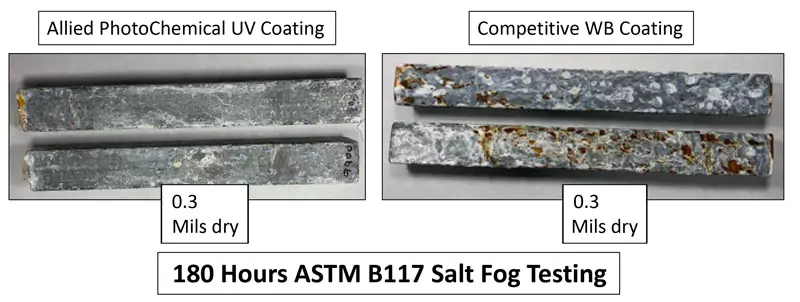
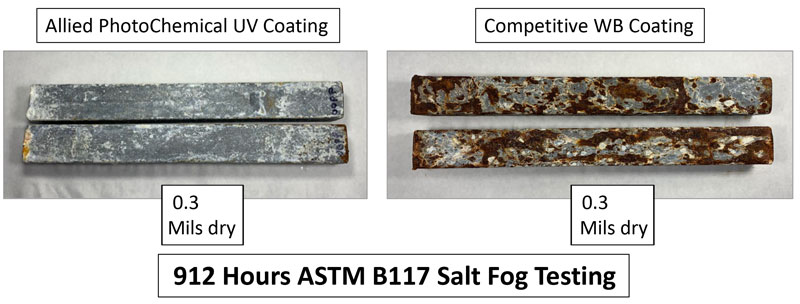
Specification and Testing Results
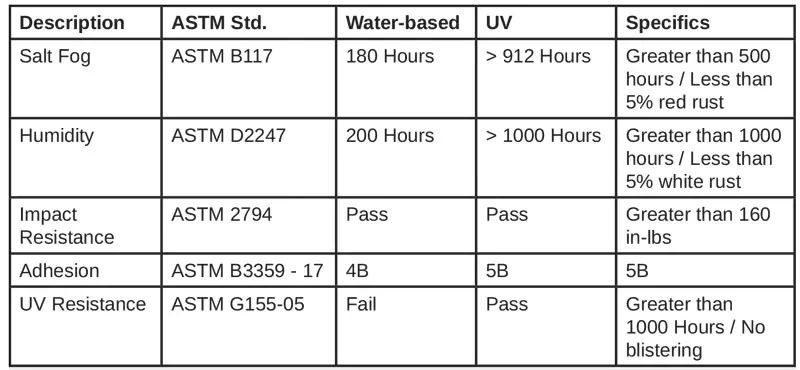
Table 2 provides specification and testing results. As often can be the case, the photo comparisons in Picture 2 and Picture 3 illustrate a convincing result.
Process Improvements
The customer was able to realize several process improvements when implementing a UV coating process.
Faster Production / Coating Cure
Overall, the UV coating process allowed the tube manufacturer to increase lines speeds from 175 feet per minute to over 275 feet per minute – an increase of more than 50%. UV coatings are not susceptible to humidity and temperature issues in the way that water-based coatings can be. Plus, the instant cure of UV eliminates any wet coating downstream, which reduces safety and quality issues during racking/packing of the mechanical tube.
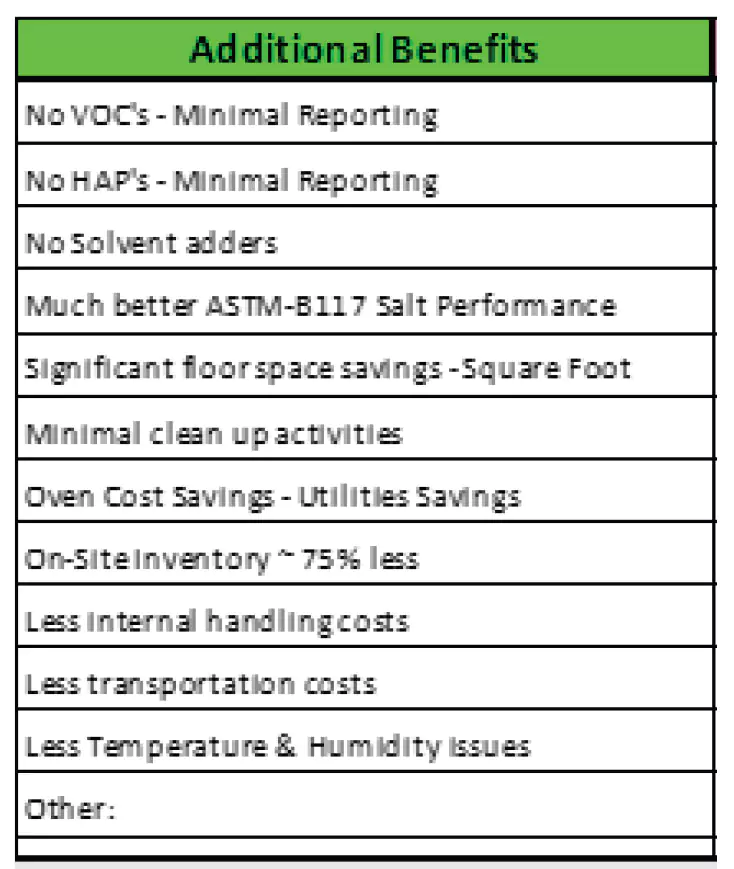
Smaller Shipping Costs / Quality Costs / Energy Costs
UV coatings contain no water, solvent or fillers. The customer’s existing water-based coating contained nearly 60% water and 11% solvent, making up almost 70% of the water-based coating. This means that the transportation costs for UV coatings can be reduced significantly when compared to water-based coatings. Plus, UV coatings are not flammable. Overall, quality costs are reduced mainly due to the elimination of wet-coated mechanical tube reaching the cut-off and racking material handling system. Energy costs also are less, when comparing UV delivery to thermal induction heating.
Cleaner
UV coatings are inherently cleaner that water-based coatings, containing no VOCs or HAPs. In addition, eliminating the handling/exposure of flammable water-based coating on the plant floor makes for a safer and cleaner coating operation.
Return on Investment
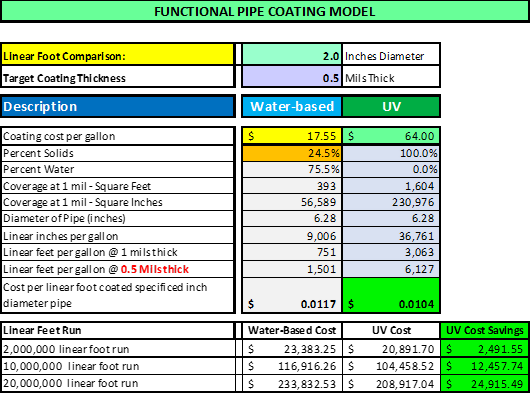
Tables 3 and 4 provide a cost per linear foot comparison when measuring water-based vs. UV coatings. Based on the results of the testing and cost analysis, the customer in the case study made the decision to implement a new UV coating system.
Conclusion
The mechanical tube marketplace has become increasingly competitive, driven mainly by the continued emphasis of end customers demanding an improved product along with more competitive pricing levels. The mechanical tube manufacturer must continue to innovate and challenge the status quo of their manufacturing processes to meet these demands.
The conversion to UV coatings allowed the tube manufacturer to run faster production speeds, greatly reduce their shipping costs / handling of coatings and implement a much cleaner, green, sustainable process, while delivering an improved ROI to the bottom line. This is exactly what their end customer is demanding.
For more information, visit www.alliedphotochemical.com.


