



By Michael Kelly, Chief Customer Officer, Allied UV
Companies today are aggressively exploring and implementing energy-savings programs within their manufacturing facilities, mainly due to the continued rate increases besieging manufacturing entities. Current powder, water-based and solvent-based paint operations utilize expensive gas, IR ovens and induction heating, with operating costs that have skyrocketed over the past several years. In addition, some coatings with high levels of Volatile Organic Compounds (VOCs) require Regenerative Thermal Oxidizers (RTOs) to combust known VOCs/exhaust fumes, adding to more costly energy expenditures.
UV Coating Offers a Solution
Within a company’s paint manufacturing process, UV coatings technology cured with LED can offer a dramatic reduction in energy costs. In addition, UV coatings technology offers an industry-recognized sustainability solution with no emissions of VOCs or Hazardous Air Pollutants (HAPs). This is the best of both worlds – reduced energy costs and sustainability in coating operations.
For many years, UV coatings technology has offered a great pathway to eliminating gas and electric-fired ovens, utilizing arc and microwave UV curing to immediately dry a UV coating. While the energy savings have been significant there are significant additional costs savings that can be achieved with LED technology.
Let’s take a look at the three UV curing technologies available in the market today:
- Arc lamps have been around for several decades and are predominant in the graphic art and wood markets.
- Microwave also is a couple of decades old and mainly used in industrial markets, such as automotive, electronics, medical, metal, pipe and tube, metal decorating markets and optical fibers.
- LED long has been the mainstay of the graphic arts market, but recently has expanded into other markets.
Arc Lamp Curing Technology
The typical bulb life of an Arc lamp (Figure 1) is 1,000 to 3,000 hours. There is degradation of the power output over time, and the lamps degrade more significantly at the ends of the bulbs. Spectral output stability issues can be noted (in particular with doped lamps). Broad band UV emission is in the range of 200 to 450 nm, and typical energy usage / hour per lamp is 10.5 kW for a 650 W system. The bulbs contain mercury and take time to power up, and the system can use any replacement bulb. This is a significant issue causing quality issues and associated downtime.
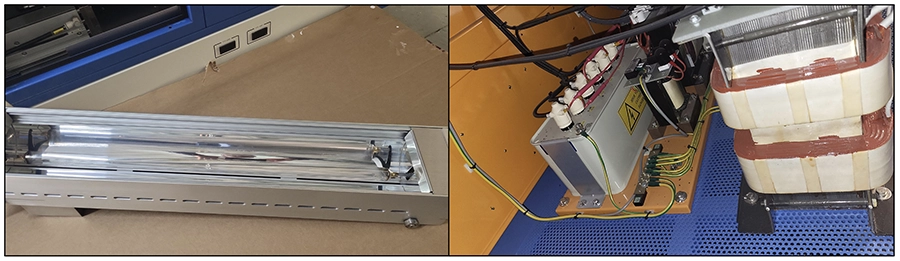
The components are heavy, and high voltage is required (~2000 V) to operate the lamp. The system has a very large physical footprint, with a costly and noisy air handling system with a large ducting system. Medium maintenance is required (such as regular replacement of consumables), and these systems are large energy consumers.
Microwave Lamp Curing Technology
The typical bulb life for a Microwave lamp (Figure 2) is 6,000 to 8,000 hours. There is continuous power output, meaning a minimal degradation of power (UV energy output) over time. These lamps are large energy concumers, with 9 kW energy usage / hour per lamp. It uses different curing wavelengths, with broad band emission in the range of 200 to 450 nm. The bulbs contain mercury, but have the advantage of instant on/off. These are heavy components; typically, a 180-lb power supply and 40-lb lamp head, leading to a very large physical footprint.

Magnetrons may retain a high-voltage charge after power has been disconnected, sp proper training is required to safely work on the UV lamp system. It is not recommended that the lamps shine into each other. This can increase the length of the curing system. The system often has a costly and noisy air handling system with large ductwork. Medium maintenance is required (such as regular replacement of consumables), and the systems have a large capital investment overall.
LED Lamp Curing Technology
LED lamp heads (Figure 3) have a typical LED life of 50,000 hours with higher power offerings upcoming and minimal degradation of power (UV energy output) over time. There has been continued advancement in LED efficiency for power output / Watts (UV energy output vs. electrical power), with current rates at 2.5 kW energy usage / hour per lamp. The system has narrow band UV emissions of 365, 385, 395 or 405 nm.
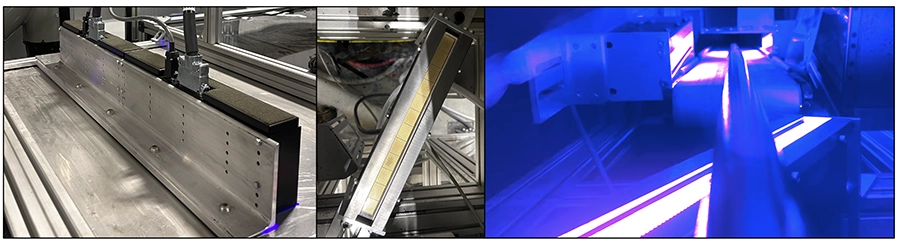
No mercury bulbs are involved, so the system is ozone free with a much lighter weight and a significant reduction in noise. LED either is air- or water-cooled with an integrated cooling blower. This offers a significant energy savings compared to mercury lamps. The system is low maintenance (no consumables), requires no ducting (elimination of large capital cost) and has a very small footprint (typical system uses less than 10 feet of line space).
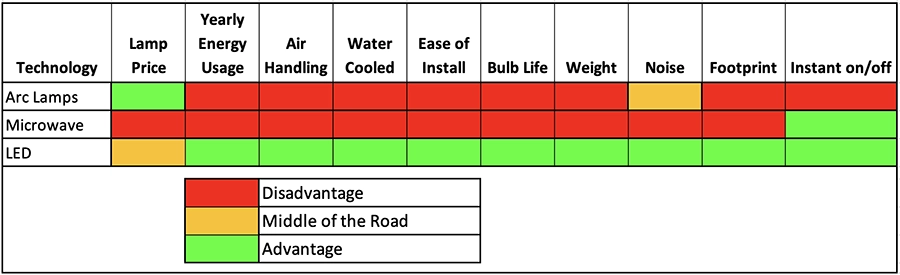
Figure 4 shows a brief summary of these advantages and disadvantages of UV cure technology.
When LED curing technology is paired with LED-formulated UV coatings, the combination offers the best energy savings solution along with the best coating sustainability solution. Outlined below are the advantages associated with LED-cured UV coatings technology:
- UV coatings are a sustainable solution with no VOCs or HAPs
- Instantly dry
- No post ovens (Water-based coatings)
- Typically, lower cost per linear foot than water-based coatings
- Still no temperature or humidity issues
- No freeze / transportation / storage issues
- All colors / effects available ( Clear, tinted, color, metallic, etc.)

It is critical to ensure that the UV coatings used are developed for the specific wavelength associated with the LED curing lamp output. Currently available wavelengths are 365, 385, 395 and 405nm. In order to achieve all the benefits of an LED-cured UV coating solution, the technologies must be paired together to ensure proper coating performance and curing results. A standard mercury microwave or arc lamp coating should not be used to “experiment” with LED curing technology – this would be a costly and time-consuming mistake. Also, make sure the coating supplier is an expert in both UV LED coatings and UV LED curing technologies.

Table 1 and Table 2 outline an analysis of microwave vs. LED with average EU electric rates. This can be adjusted based on a facility’s actual electric rates to determine personalized cost savings analysis. For further analysis, two case studies are provided.
Case Study 1: Mechanical Tube Line – Arc Lamp vs. LED Curing Technology (Image 1)
In this example, the following parameters exist:
- Line Speed: 400 feet per minute
- Dimensions: 0.75 inch to 2.0-inch diameter
- Arc Lamps: Qty. (6) off-brand Arc Lamps – 650 watts per inch
- LED Units: Qty. (6) 300 mm x 20 mm / 24 watt LEDs
Results
- $59,427 in energy savings per year
- ~70% less energy costs per hour
- 50% less linear line footage
- Less capital investment cost with LED
- No outside air venting / air handling equipment
- LED UV cured coating – overall performance improvement
Case Study 2: OCTG / Line Pipe (Image 2)
In this example, the following parameters exist:
- Line Speed: 125 feet per minute
- Dimensions: 9.625-inch diameter
- Microwave Lamps: Qty. (10) F600 10 inch / 600-watt Microwave UV lamps
- LED Units: Qty. (10) 300 mm x 20 mm / 24 watt LEDs

Results
- $72,260 in energy savings per year
- ~50% less energy costs per hour
- 40% less linear line footage
- Less capital investment cost with LED
- No outside air venting / air handling equipment
- LED UV cured coating – Overall performance improvement
Conclusion
In today’s manufacturing environment, energy costs and sustainable coating solutions are two critical items required for improving overall plant manufacturing operations. UV LED curing solutions offer significant savings in energy, space, maintenance, etc., and should be part of any future UV coating operation. UV coatings are the best sustainable solution available in the marketplace, mainly due to No VOCs or HAPs, being non-flammable and containing no solvent, water or fillers. The combination of significant energy savings and no emissions is a winning solution for manufacturing companies.
Michael Kelly is the chief customer officer for Allied UV. For more information, visit www.allieduv.com.



