



By Brian Dillman, IGM Resins
Editor’s Note: Part 1 provided an introduction to the materials used in 3D-printing (3DP) formulations and their targeted performance characteristics. It also provided an overview of testing methods utilized. In Part 2, further discussion shows experimental data for the cured properties of formulations based on urethane acrylate oligomers. Tensile mechanical properties, glass transition temperature, and cure-induced shrinkage values are related back to the urethane acrylate structure, diluent level and diluent type used in the test formula.
Monomer effects on UA1 – Model Hard Oligomer
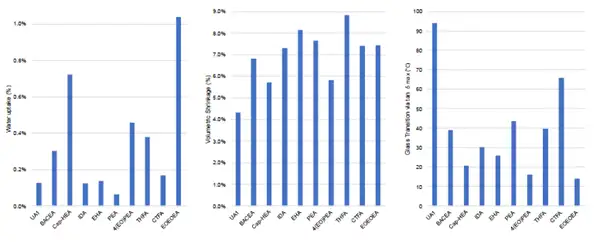
Low to moderate Tg monomers were blended with UA1 at a level of 50% by weight (BACEA and Cap-HEA are included, providing another set of data points for those specific monomers blended with UA1). The other monomers evaluated include IDA, LA, EHA, PEA, 4(EO)PEA, THFA, CTFA and EOEOEA. This selection of monomers groups hydrophobic monomers (IDA, LA and EHA), monomers with cyclic substituents (PEA, 4(EO)PEA, THFA, CTFA) and, finally, EOEOEA as a very low Tg but hydrophilic material to compare against the hydrophobic group. A miscibility limit was found with LA, as it was not stable in solution with UA1 at the 50% level, so it was eliminated from analysis for this study.
The UA1 performance with the additional monomers varied, with Cap-HEA and EOEOEA blends showing the highest water uptake and the hydrophobic monomers, including PEA, exhibiting very low water uptake. The shrinkage of blends at the 50% monomer level ranged from 5.7% to 8.4%. The Tg values of the blends ranged from 14° C to 66° C (Figure 9).
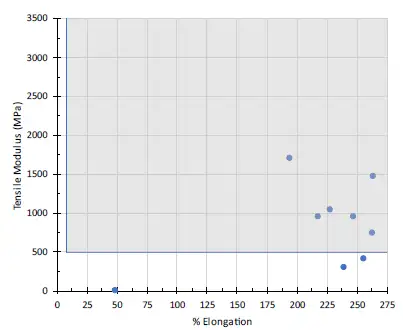
The tensile properties shown in Figure 10 reveal a rough lower limit on Tg of monomers selected for formulations with good toughness performance. The very low Tg materials Cap-HEA, IDA, EHA, 4(EO)PEA and EOEOEA all decrease the modulus of UA1 blends drastically. From these data, the following formulation rule can applied: If a monomer produces a homopolymer Tg below -20° C, it is likely to produce a modulus below 500 MPa when blended with UA1 at the 50% level. The remaining four monomer blends all produced tough mechanical properties. For the tough formulas, the tensile properties ranges are as follows: 1400-2700 MPa for modulus, 30-70 MPa for strength and 8-44% for elongation.
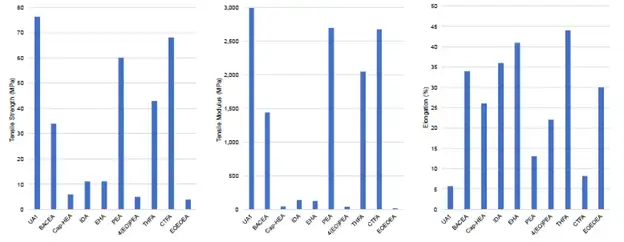
Four additional formulas are added to the tough space in the modulus vs. elongation plot shown in Figure 11.
Monomer Effects on UA6 – Model Intermediate Oligomer
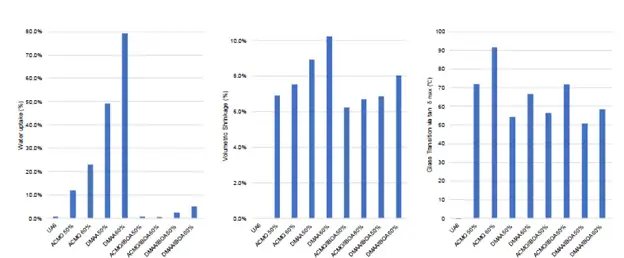
The UA6 oligomer presents a different challenge than UA1, or any other oligomer under evaluation. The very low Tg value for the cured neat oligomer and the very high viscosity require up to 60% monomer to obtain feasible formulation viscosities and increase the tensile modulus value to exceed the 500 MPa minimum. To achieve good performance, two acrylamide monomers are considered in addition to IBOA – specifically, ACMO and DMAA.
As in the case of LA in UA1, it was found that the hydrophobic IBOA in UA6 was immiscible at the 50% and 60% levels. The acrylamides were perfectly soluble. The acrylamides then were evaluated on their own as a diluent and as a 1:1 blend of monomers with IBOA (ACMO:IBOA = 1:1, and DMAA:IBOA = 1:1). The performance downsides to the acrylamide monomers were revealed in the water absorption measurements, where as much as 23% and 80% water was absorbed in 24 hours for the 60% ACMO and 60% DMAA formulations, respectively. In the case of the ACMO/IBOA blend, the water absorption problem was ameliorated completely, though the DMAA blends with IBOA still absorbed up to 5% water by weight. DMAA also produced the highest level of shrinkage due to the low equivalent weight, but again the negative effect was reduced in the 1:1 IBOA blend. The Tg values ranged from ~50° C to 92° C (see Figure 12).
The tensile properties of the UA6-based formulas vary considerably from the UA1-based formulas. Lower tensile strengths, moderate modulus values and much higher elongation values are observed, as shown in Figure 13.
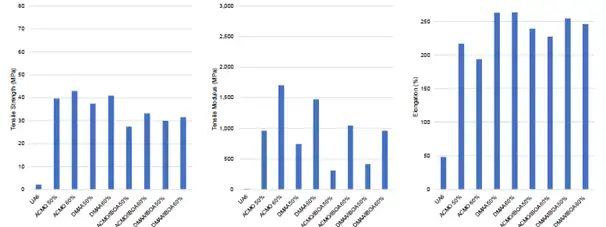
The UA6-based formulas fill a region of the tough modulus-elongation space separate from all other oligomers tested due to the extremely high elongation values obtained with UA6 and acrylamide monomer blends (see Figure 14). The modulus values never approach the 2000 MPa level, despite the very high Tg monomers used and the 60% monomer levels. The modulus limit described is attributed to the very low modulus and very high molecular weight of the UA6 oligomer.
Other Potential Formulation Variables
Other formulation spaces not explored in this paper include the effects of cross-linking monomers and the focused study of a model resin from the soft oligomer group (one of UA7-UA10). These two areas may be studied going forward to further understand the other options the formulator has for tough material development in the UV-cured 3DP space.
Summary
In this study, it was demonstrated that urethane acrylates provide a versatile base in 3DP formulations designed for toughness, as a broad range of mechanical properties exist in a standard urethane acrylate product line. The monomer selection is the next key ingredient in a formulation that dramatically impacts the formulation properties. Further, certain monomers will have a miscibility limit in a specific urethane acrylate oligomer. In this study, it was found that highly hydrophobic monomers were not able to blend with two oligomers at a monomer level of 50% or more.
Hydrophobic monomers – such as IBOA, IDA, EHA and PEA – significantly reduce the water absorption of the formulation. Monomer concentration is positively corelated with cure-induced shrinkage, while the equivalent weight of the diluting monomer is negatively corelated with shrinkage. Toughness, as defined here by a tensile modulus of at least 500 MPa and an elongation value of at least 8%, may be achieved by adding high Tg monomers to low Tg oligomers, and low Tg monomers to high Tg oligomers, though a monomer Tg below -20° C may not be beneficial at high monomer levels.
Acknowlegements
This large study was made possible by IGM Resins R&D, within the Charlotte Applications Lab. Three technicians carried out the bulk of the workload in preparing test formulas, test specimens and in collecting the substantial amounts of data shown in this paper. The author would like to acknowledge and thank Curtis Watkins for the tireless and consistent work he delivered to make this project successful.



