


By Nick Penrose, BYK USA, Inc.
Regulations on PFAs (Perfluoro alkoxy alkanes) have become restricted in recent years due to their persistent, bio-accumulative and widespread nature. As more is discovered about PFAs there are links to higher cholesterol, weaker immune systems and liver damage, along with widespread contamination through the water supply across the US.
This has led to legal action in some of the more affected areas, where some manufacturers that use PFAs have discovered that they are paying to replace town water systems to improve filtration of these persistence materials. In the near future, product manufacturers must provide a list of products with intentionally added PFAs. It will be illegal to sell or distribute products containing intentionally added PFAs that have not been reported.
What are some of the benefits of these “forever chemicals”? How do they enhance coatings? These materials are chemically inert, providing abrasion resistance and temperature resistance. In addition, with their higher density, they orient throughout the film, imparting toughness. PFAs have been used for years as non-stick surface additives, persisting at high temperatures, making them excellent substances for cookware. PTFE (Polytetrafluoroethylene) also has been remarkable in adding scratch resistance and improving the physical performance of wax products due to its consistent presence throughout a coating (see Figure 1).

These products can help reduce the adhesion of stains, markers and other water-like materials. Fluoro-surfactants would cause these liquids to bead and become easier to clean. Over the course of the last decade, hundreds of studies have been conducted to find materials that could perform similarly to those Fluoro-surfactants. Many of the materials that have shown promise are silicones, due to their low surface energy, making them the most pursued alternative materials. However, there is a question as one reads these papers: Are silicones the only solution, and why hasn’t a direct alternative emerged yet?
Surface Properties, Stains and Marker Resistance
Throughout the years, PFAs have been a go-to for stain reduction in wood coatings, especially flooring, where the luxury vinyl tile (LVT) market boasts high performance. One brand, used as the control product in this study, boasts a 15-year warranty on household stains and scratch-resistance. These are powerful asks, and the coating must perform up to that standard minimum to be considered a good replacement.

To better determine what direction to pursue in a study on stain resistance and Sharpie® Marker resistance, several different approaches and tests must be considered and taken. When looking at stain resistance, one cannot just count an immediately removed stain as being the same as a stain removed the next day. These typically are not equal in mechanism over time. Something like a Sharpie® Marker will have the chance to disperse its pigment along the surface, potentially softening and penetrating the coating over time and engraining itself. Quick checks, like drawing a marker and wiping it off, represents half of the picture. Not every parent is going to catch their toddler drawing with permanent markers on the floor that day.
How does a Fluoro-surfactant potentially affect Sharpie® Marker resistance during immediate exposure and wiping vs. exposure over time? The commercial LVT flooring control performs well for both timeframes, while other options may struggle with immediate removal or removal after overnight exposure, performing well vice-versa. The goal is to generate the results of the commercial flooring performance using additives in an internally developed UV-coating formulation.
Contact Angles, Surface Free Energies and Critical Surface Energy
Fluoro-surfactants have been used as a stain- and Sharpie® Marker-resistant additive for many years. The explanation used to describe the resisting function of these products mostly has been centered around the de-wetting properties. The existence of wetting aids is critical for good adhesion performance to difficult substrates to make the liquid surface energy and substrate surface energy as close as possible to each other. It would make sense that products that de-wet naturally struggle to adhere, particularly in the context of stain resistance.
In this study, contact angle measurements were taken to better describe the wettability of the coatings after new additives were tested, with the idea that the more hydrophobic a system is, the better the stain resistance will perform. As a fact, a higher water contact angle will give a more hydrophobic surface. This can be translated to surface free energies or critical surface free energies. Lower surface energies have shown, especially with Fluoro-surfactant, that this is necessary to cause de-wetting of stains.
In simplistic terms, when a drop of liquid (like water) is deposited onto a dry and level surface, it tends to spread to a specific extent. This spread serves as a gauge of wettability, with the measurement typically reliant on determining the internal angle formed between the drop and the surface being assessed. The process is visually exemplified in Figure 2.
After obtaining contact angle measurements, they can be utilized in models that can calculate Surface Free Energy (SFE). These models leverage surface tension, liquid densities and specific properties inherent in the liquids to determine both the total SFE and its individual components. One of the models is the Owens, Wendt, Rabel and Kaelble (OWRK) Method, which can calculate the polar and disperse components of SFE. The polar component describes the polar portion of the molecule and may increase with higher molecular branching in the surface coating. The disperse component typically represents the non-polar aspect and may elevate with greater molecular linearity.
While OWRK is used for standard surface energies, it may be inaccurate with very low surface energies. In such instances, the Wu method provides correction by accommodating significantly higher contact angles, ensuring more precise determinations of the polar and disperse components. The last method is the Zisman model, which is not considered to be the most descriptive model. It just describes the non-polar nature of the surface energy, which it deems as the Critical Surface Free Energy (CSFE). This model finds the best accuracy in polyolefin plastics, where non-polar and linear materials are much more common. Based on some data found during this study, however, it was something that should be investigated as well.
Experimental
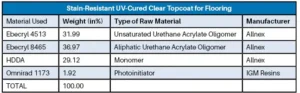
The formulation in Table 1 was simplified to the required components to investigate the influence of silica, defoamer, surfactant, wax and other additives and fillers on the stain properties. This initially started out as a high-gloss formulation; the coating transitioned to a satin-gloss finish by the conclusion of the testing phase.
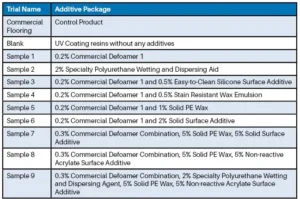
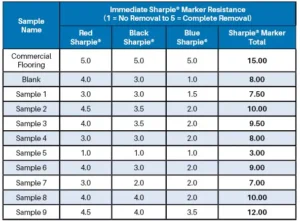
The samples in Table 2 were selected to show the progression of stain resistance and immediate Sharpie® Marker resistance.
Additive Incorporation
For the liquid additives, the materials were mixed using a Flacktek Speed mixer for 10 seconds at 1,000 RPM, then 2 mins 50 secs at 2,400 RPM. For the solid additives, the materials were grinded for 20 minutes at 4m/s (2,500 RPM w/ 3 cm2 Cowles blade).
Application
White Maple wood panels were used as the application substrate. These were sanded with 150-grit sandpaper to prepare them for coating immediately before application. The superfici UVM Supercure UV Exposure machine was set to a UVA/B/C of 650 mJ/cm2 ± 25 mJ/cm2 using a Power Puck II or other UV power-measuring device using the Hg bulb. The UV-cure coating was applied to the wood using a 52S wire-wrapped Meyer rod. The panel then was cured through the UV machine. Then, the coating was scuff-sanded with a 220-grit sandpaper, preparing the surface, and eliminating any extra particles. The coating was applied again with a 52S wire-wrapped Meyer rod, then cured one more time.
Experiments
Stain resistance

The panels were rested for ~2 hours. The stain agents were applied as following the pattern in Figure 3, leaving a small corner section stain-free.
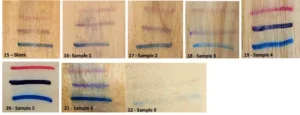
The second set of Sharpie® Marker was applied, then rubbed with a paper towel or cloth after 30 seconds until no Sharpie® came off the panel anymore. These were rated with a 1 through 5, with 1 being no removal at all and 5 being complete removal.
The stains were allowed to sit for 18 hours and then were dry wiped with either a paper towel or cloth to remove any excess residue. Then all the stains were wiped with water to eliminate water-soluble materials, followed by wiping with IPA to simulate a cleaner during a cleaning process. This procedure was repeated until no further stain removal was observed from the panel. Throughout this process, the designated corner section remained unwiped.
Surface free energy measurements
Static contact angle measurements with the sessile drop method using DI Water, Ethylene Glycol and n-Dodecane were measured and analyzed at room temperature on an OCA-25 contact angle meter from DataPhysics Instruments GmbH with DPIMax software. The contact angles data are the average of at least three measurements. These were used to determine SFE using the OWRK Method, Wu Method and Zisman Method to measure the Critical Surface Free Energy (CSFE). The results were further explored to determine if there existed a consistent relationship between stain resistance and surface free energy measurements.
Results
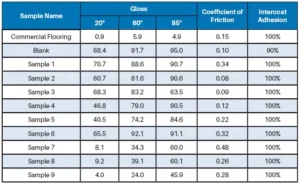
Typically, the LVT flooring market prefers lower gloss and higher coefficient of friction. In these samples, there is no matting agent, showing that the PE wax can matte the UV-coating surface well on its own. The difference between Sample 8 and 9 shows that the specialty Polyurethane Wetting and Dispersing Additive better distributed the PE wax to the surface. The solid surface additive also shows a huge increase to coefficient of friction and lower gloss, as well as the liquid surface additive. Overall, these additives show large changes in properties on their own in a positive direction for the market (Tables 3 [Coating properties], 4 [Stain resistance scores] and 5 [Intermediate Sharpie® Marker resistance]).
Stain Resistance Testing
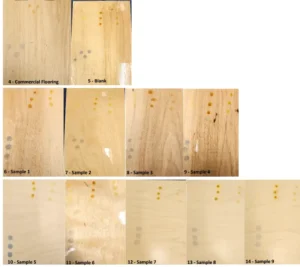
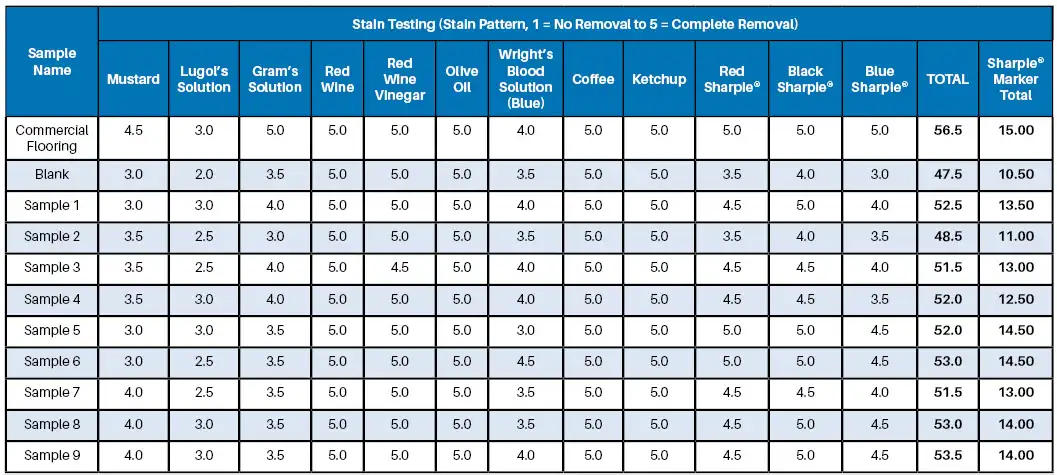
Among the samples evaluated, only Sample 2, Sample 3 and Sample 4 exhibited immediate beading upon application of the stain and Sharpie® Marker. Notably, Sample 3 demonstrated the most robust resistance to these substances. Sample 9 stands out as the best performer for both the total stain resistance and immediate Sharpie® Marker resistance (Figures 4 and 5).
SFE, CSFE and Stain and Sharpie® Marker Resistance
There normally are correlation numbers associated with the OWRK Method, and all the samples listed had low correlations or negative slope correlations; this normally means that the Wu method will correct for these difficulties.
Some of the unexpected results were considered when evaluating at the WA (Work of Adhesion) data. The smaller the WA, the easier the liquid should be to remove. Sample 3 has a very low Work of Adhesion, but it does not show the absolute best performance. The best performer had a middle Work of Adhesion for the OWRK method, so Wu should be used to better understand if the performance is related to lower SFEs (Tables 7 and 8).
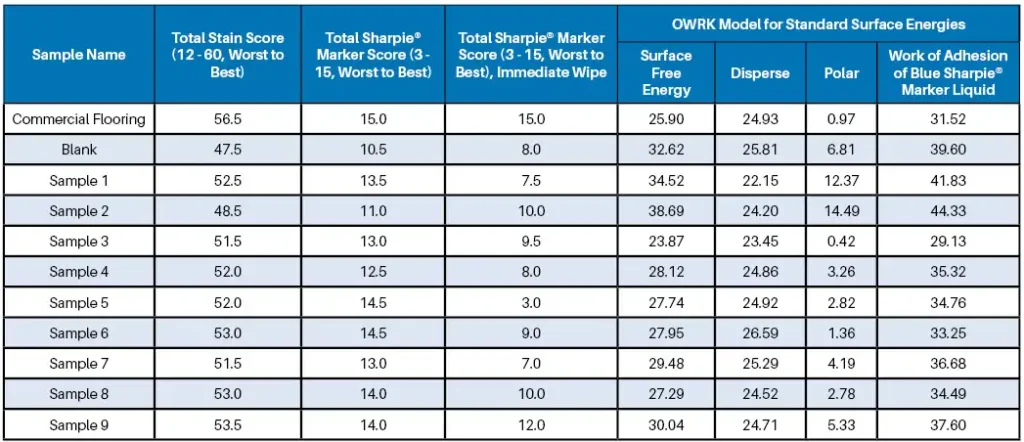
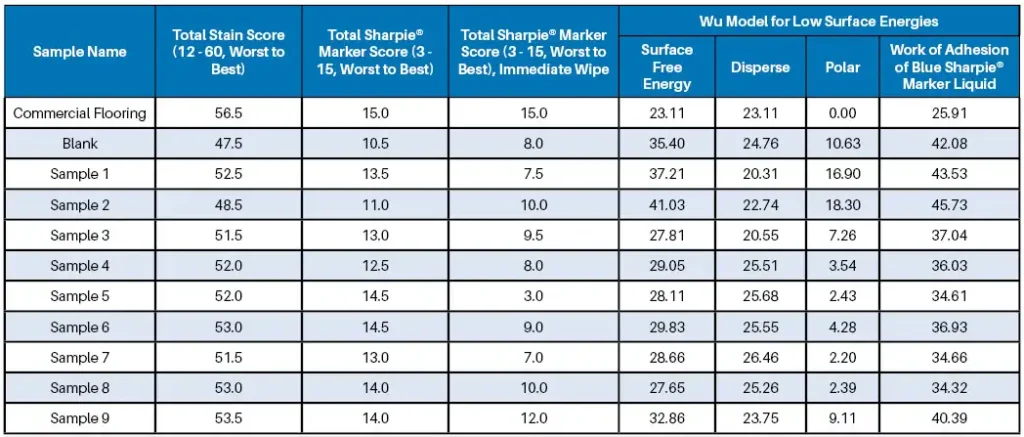
The Wu method provides more accurate information for Surface Free Energy. Unfortunately, the Stain and Sharpie® Marker Resistance did not completely correlate with SFE and Work of Adhesion. While the commercial flooring tested does show a low SFE, most of the testing in this study has proven this to not be necessary for better stain performance. There is not a strong correlation between SFE and time frame as well, as the best immediate Sharpie® Marker wipe and long-term stain resistance sample happens to be one of the higher SFEs measured.
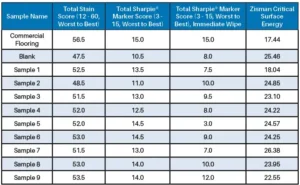
The Zisman Model has a better correlation of Stain Performance vs. CSFE, although it still is a poor correlation overall. Based on the stain and Sharpie® Marker performance testing, there is a fine correlation between SFE and CSFE and the better stain scores (Table 9).
Overall, the cross between the improved stain and Sharpie® Marker resistance and immediate Sharpie® Marker resistance worked best with a combination of additives. The specialty Polyurethane Wetting and Dispersing Agent improved immediate Sharpie® resistance, while the combination of the non-reactive Acrylate Surfactant and solid PE wax gives the absolute best overall long-term performance. The defoamer portion of the additive package had some wetting effect to wood, improving long-term stain resistance and improving inter-coat adhesion (90% in Blank to 100% in all samples containing it).
Conclusion
This study shows that there is not a strong correlation between de-wetting the stains or Sharpies with the stain resistance. Further studies will include a deeper dive into non-reactive acrylate surface additives to see if other dosages or modifications could further enhance stain performance, in combination with the wax and wetting and dispersing additives as well. For surface properties, the “Needle-in” method will be employed to see if the extending and receding contact angles can be used to find a surface explanation on how additives work in these systems. DOE methods also will be employed on the larger pool of data to see if there is a particular trend that is not currently visible.



