



By Dr. Volker Petry, RadLab AG, Michael Gould, RAHN USA
From an application perspective, the following report features guidance for the formulation of acrylate-based systems cured with excimer lamps. This work captures specific information helpful for attaining low gloss in UV-curable formulations, including oligomer, monomer and photoinitiator choices; cure speed; film thickness; oxygen level and additives – all of which influence final film properties.
Introduction
Excimer lamps have been used in various industrial applications for decades, e.g., in water purification, air disinfection, process effluent treatment, etc., with well-understood capabilities. Recently, excimer UV lamps have found use in the printing and packaging industry, where they can overcome some specific limitations of conventional coatings and inks.
Reactive 100% solids or waterborne UV chemistry can eliminate the use of solvents and support both fast, predictable conversion processes and special coating effects, such as very low matte finishes, from low-viscosity formulations with good chemical and mechanical properties. Used correctly, VUV (vacuum UV) excimer lamps, e.g., 172 nm Xe2*, can produce a deep matting effect below 30 gloss units for low-viscosity / high-reactivity UV formulations.
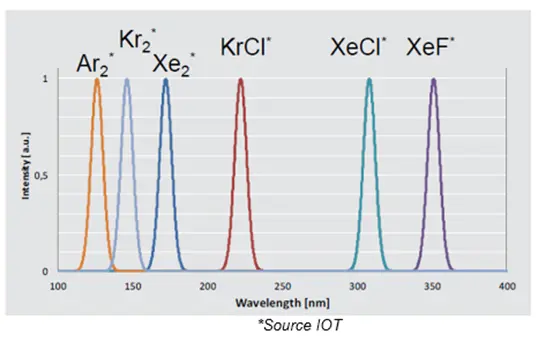
Excimer lamps are quasimonochromatic light sources operating over a wide range of wavelengths in the ultraviolet (UV) and vacuum ultraviolet (VUV) spectral regions. Operation of an excimer lamp is based on the formation of excited dimers (excimers), which spontaneously transition from the excited state to the ground state, resulting in the emission of UV-photons.1 Relative spectral maxima and output spectra are shown in Figure 1.
Lamp output energy is sufficiently high to fracture bonds of organic compounds. The energy potential of the 172 nm excimer is 7.23 eV (~167 kcal/mol), which is higher than bonding energies for many organic molecules. Also, and unlike conventional medium-pressure mercury UV lamps, no IR radiation is emitted by excimer lamps and, thus, there is no heat impact on substrates and no need for elaborate cooling or ventilation of ozone.
Generation of Matte Surfaces with Excimer Lamp Cure
Characteristic of matte surfaces achieved through excimer lamp exposure is the wrinkled surface structure. UVC efficiently polymerizes acrylate double bonds at the surface of a formulation layer, but little depth of cure is realized. Thus, significant shrinkage takes place on the surface relative to the bulk layer beneath, producing a highly wrinkled surface not unlike the ‘skin’ that will form on hot milk as it cools.
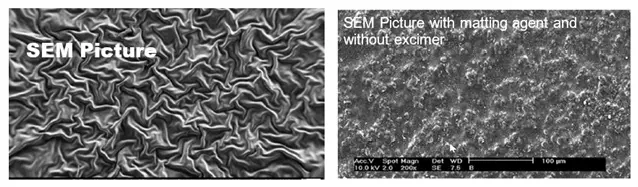
The SEM photos in Figure 2 contrast a surface cured through excimer lamp exposure with a surface that achieves matting / low gloss through the use of a physical matting agent.
With the matting agent, 60° gloss is easier to “adjust” between 30 and 90 gloss units. When using excimer curing, it is difficult to achieve coatings with greater than 30 gloss units at a 60° incident angle. Excimer matting has the additional advantage of generating very low 85° gloss levels, which is challenging using standard matting agents, like fillers or waxes.
To take full advantage of the dramatic surface matting potential with excimer cure, it is typical to pair the excimer exposure with a secondary Hg or UV/LED lamp exposure to achieve full cure below the surface. This dual exposure is most effectively and typically done under inert atmosphere.
Formulation Screening: Results and Findings
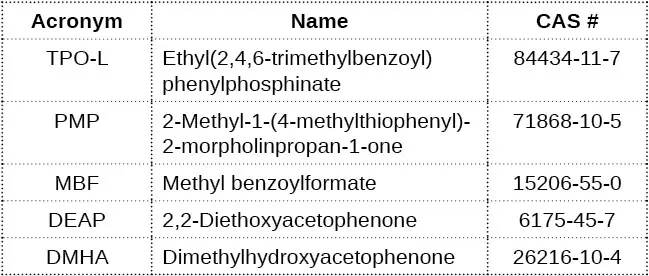
Note: A comprehensive table of acronyms for the products used in this study can be found at the paper’s conclusion. Formulations were surface cured with an Excijet 172 55-130 excimer lamp from Ushio America followed by “through cure” with a 385 nm LED 18W/cm2 lamp from Hönle at 20 m/min unless otherwise noted. Oxygen levels were held constant at 1000 ppm, which is not considered “ultra-low,” but which increased matting efficacy in all cases.
Influence of Oligomers
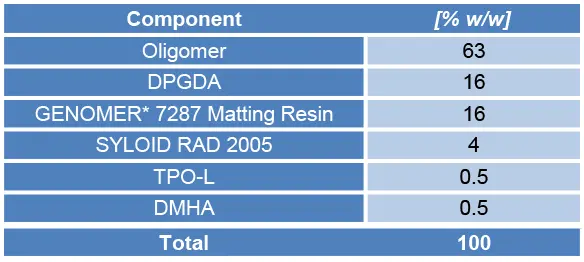
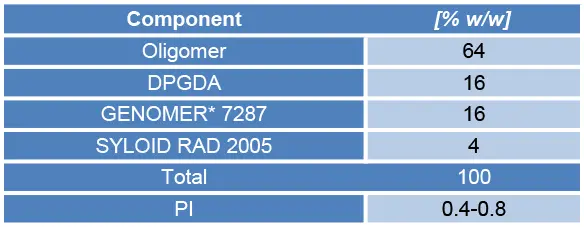
The strategy employed was to design a screening formulation where most oligomers can be cured to achieve a matte surface and where the oligomer content is as high as possible in order to clearly identify influence of the oligomer. After several pre-tests, the generic formulation in Table 1 was selected as a model screening formulation for oligomers.
UV oligomers in virtually every class were tested in this screening formulation, and the following summary comments describe the trends observed:
- In general, it is difficult to achieve low gloss with methacrylate oligomers.
- As a trend, highly reactive penta- and hexa-functional acrylates are more difficult to matte than less reactive oligomers, but highly reactive amine-modified polyether acrylates are easy to matte, likely owing to their inherent “oxygen scavenging” behavior. Because a true ultra-low or “oxygen-free” condition was not included in this study, as each was deemed impractical (expensive) by the authors, it is unknown whether this trend holds true in an oxygen-free environment.
- Excimer cure produces good results, i.e., low gloss, with oligomers that typically cure slowly with UV/LED lamps.
Influence of Monomers
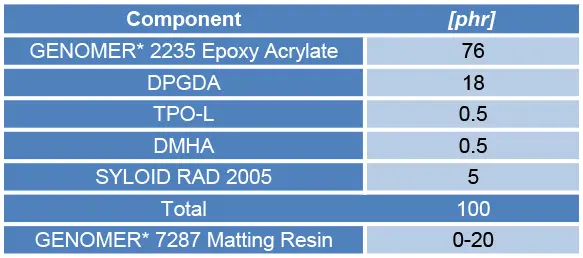
Just as for oligomers, the objective here was to design a screening formulation where most monomers can be cured to achieve a matte surface. For that reason, the screening formulation for monomers utilized a low viscosity, easy-to-matte aliphatic epoxy acrylate, GENOMER* 2235, as the standard oligomer in all tests and included 4% silica (SYLOID RAD 2005).
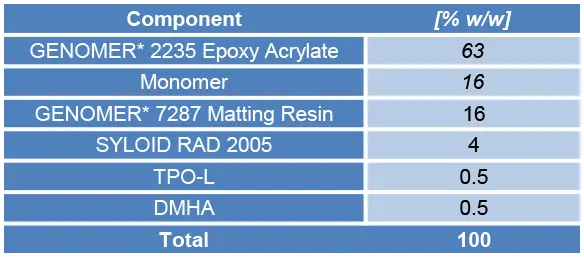
Monomer levels as low at 16% have a significant impact on gloss in this formulation, with higher levels of monomer increasing surface gloss at a 60° incident angle. Therefore, 16% monomer was the maximum utilized in the screening formula, which is shown in Table 2.
Approximately 30 monomers were screened in the above formulation at 16% by weight. Again, for matte finishes, the most discriminating gloss angle is 85°, which is reflected in the summary results below:
- In general, highly reactive acrylate monomers are more difficult to matte within the large data set of monomers tested. (Not included here due to length.)
- Methacrylates are more difficult to matte than acrylates, e.g., TMPTMA is more difficult than TMPTA. This likely is due to fast vitrification and high hardness, both of which work against the extensive surface “wrinkling” that dominates a low-gloss excimer-cured surface.
- Higher ethoxylation produces lower gloss: (low to high gloss) TMP(EO)15TA < TMP(EO)9TA < TMP(EO)3TA < TMPTA. This may be explained by slower, softer monomers being easier to matte than more reactive, harder monomers.
- Propoxylated monomers are easier to matte than ethoxylated monomers: (low to high gloss) TMP(PO)3TA < TMP(EO)3TA.
Included in the screening of monomers to rank-order their matting behavior was a comparison of monomer static surface tension with gloss in cured samples from the monomer screening formulation. Monomer surface tension has no significant correlation with 85° gloss after excimer exposure in this test formulation.
Influence of Photoinitiators
The oligomer screening formulation was utilized to assess the influence of photoinitiators on matting efficacy. Gloss assessment after excimer exposure was followed by Hg-UV or LED 385 nm exposure and gloss re-assessment. Results are summarized in Table 3.
- Secondary throughcure by LED or Hg-UV has no impact on final gloss.
- Photoinitiators have only a very slight influence on final gloss level, at the 85° incident angle. PMP, MBF, DEAP and DMHA produced the lowest gloss values in this screening test.
Influence of GENOMER* 7287 Matting Resin
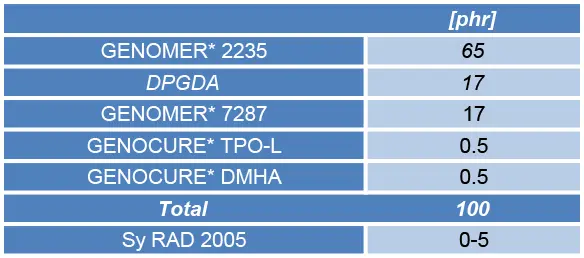
Pre-screening trials demonstrated that GENOMER* 7287 matting resin (hereafter: the named resin) has a significant influence on the final gloss of formulations cured with the excimer lamp. The degree of influence was assessed by varying the named resin’s content from 0 to 20 parts (phr) in the screening formulation (see Table 4).
-
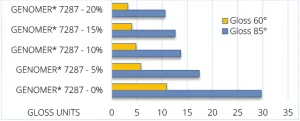
Figure 3. GENOMER* 7287 Screening Formulation: Cured Coating Gloss Values; Excimer 172 nm (O2 level 1000 ppm). The influence on matting of 0-20% of the named resin can be seen in Figure 3. Even small quantities, e.g., 5%, of the named resin, improve matting.
- The named resin at 15 to 20% levels contributes to very effective matting.
Influence of Silica Matting Additive
Promotional literature for excimer lamps claims that ultra-low gloss is achievable without the use of matting agents of any kind. But practice and experience show that it is much harder to achieve low gloss without utilizing any matting agent. Either a relatively high 85° gloss value results or a very low concentration of oxygen (below 50 ppm) is needed to achieve a matte surface. The question remains: Is a matting agent needed, and if yes, at what level?
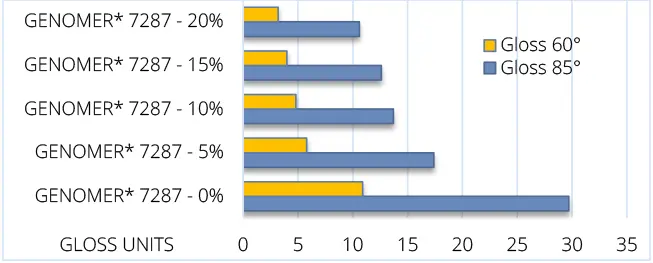
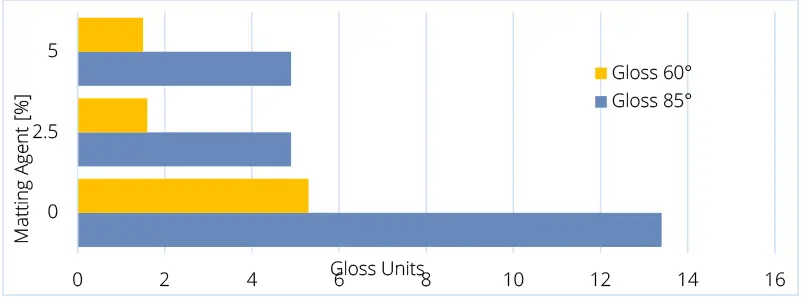
Similar to the assessment of the named matting resin, a traditional silica matting agent was tested for its degree of influence over the final gloss of cured coatings based on the formula shown in Table 5. Results are shown in Figure 4.
- Matting agent indeed affects the gloss level but only a low level is required for effective matting with excimer lamp cure. Higher levels of matting agent show no additional contribution.
-
Figure 4. Impact of SYLOID RAD 2005 in screening formulation; Excimer 172 nm (O2 level 1000 ppm). In general, gloss is measurably higher without any matting agent.
Influence of Various Other Factors on Matting with Excimer Cure
- Conventional UV matting generally is dependent upon film weight, matting agent particle size and type. In general, higher film weight improves matting with excimer cure, similar to standard matting applications.
- From a curing energy perspective, higher belt speeds, i.e. lower excimer dosages, result in a higher gloss. This is obvious particularly in the 85° gloss data (not included in this report). The logical explanation for this is that a lower degree of surface shrinkage is achieved at higher belt speeds / lower excimer dosages.
- Matting by excimer lamps requires low oxygen content for high efficiency, because oxygen will quench the excited state of photoinitiators, preventing the formation of radicals and generating non-reactive ozone and hydroperoxides. Lower oxygen levels improve matting with excimer cure.
Starting Point Formulation for Very Low Gloss OPV or Coatings
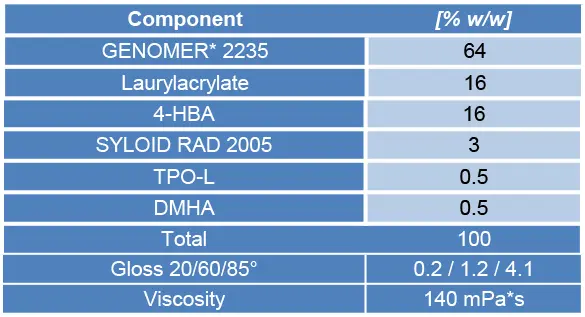
The starting point formulation in Table 6 can achieve very low gloss at all incident angles and gives a smooth, consistent look, as seen in Figure 5.
The two low Tg monofunctional monomers, lauryl acrylate, Tg = -60°C and 4-hydroxybutyl acrylate, Tg = -32°C, are thought to contribute substantially to the very low gloss level achieved by this formulation. As stated previously, inherently soft coatings are easier to matte than inherently hard coatings.
Components for Soft-Feel Coatings Using Excimer Curing
Soft feel is an interesting application, whether for automotive applications, electronic devices or plastic and paper coatings. But, in order to achieve this property, a high loading of fillers traditionally has been necessary, which can result in lack of good coating flow and/or viscosity that cannot be effectively managed. In cases where soft feel and acceptable viscosity can be achieved together, scratch and chemical resistance suffer. Thus, solvent or waterborne formulations most often are used to achieve this effect.
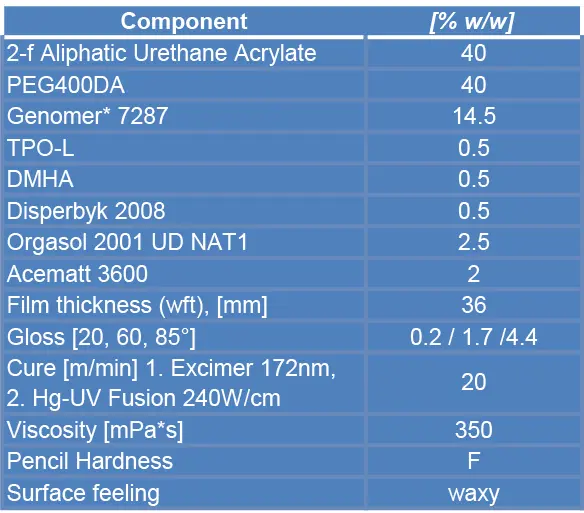
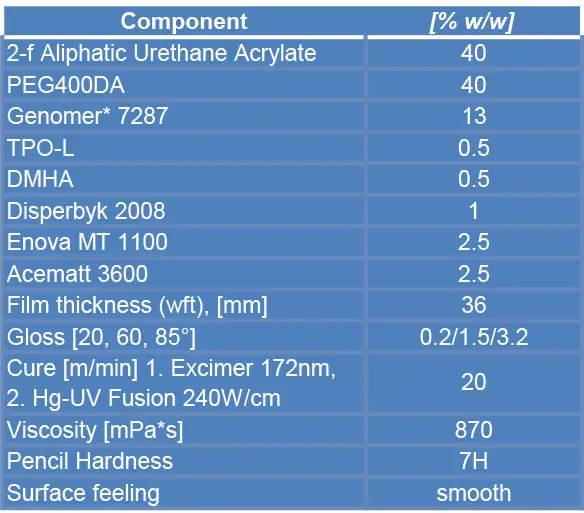
With excimer lamp curing, total filler loading can be reduced and the VUV light promotes good surface cure with excellent scratch resistance. Table 7 and Table 8 show two example formulations that achieve different end properties.
Summary
The efficacy of excimer curing on film gloss levels was investigated from the perspective of typical formulation variables: oligomer, monomer and photoinitiator types. Matting resin and/or traditional matting agent, film weight and UV dose also were investigated.
Excimer lamp curing can produce very low gloss surfaces from traditional UV raw materials and formulations. By optimizing the formulation further, ultra-low gloss levels for coatings and inks can be obtained. Likewise, excellent soft-feel coatings with a range of properties can be attained using excimer lamps.
References
- Wikipedia, “Excimer lamp,” https://en.wikipedia.org/wiki/Excimer_lamp
GENOMER* is a trademark of RAHN AG, Zurich, Switzerland
SYLOID* is a trademark of W.R. Grace & Company
DISPERBYK* is a trademark of BYK/Altana Group
Orgasol* is a trademark of Arkema Group
ACEMATT* is a trademark of Evonik AG
ENOVA* is a trademark of Cabot Corporation
Excirad* is a trademark of IOT-GmbH (Innovative Surface Technologies, Leipzig, Germany)
Excijet* is a trademark of Ushio America



