


By Dr. Gary Sigel, Senior Principal Scientist for Armstrong Flooring
UV putty compositions were prepared from a mixture of an epoxy acrylate oligomer and flexible urethane acrylate oligomer along with appropriate dye mixtures, mineral fillers and photoinitiator packages to prepare troughable UV putty compositions. These materials are used to fill natural defects in wood such as worm holes, knots, cracks and bark pockets. Optimization in putty properties is achieved by determining the appropriate ratio of the hard epoxy to flexible UA oligomer. The same type of base formulation without minerals was found to be effective in developing “self-leveling” UV putty compositions.
A review of the findings will be discussed, along with a comparison of UV putty technology to waterbased putty technology.
Introduction
Wood flooring primarily comprises of two categories. The first category is comprised of solid flooring where individual tongue and groove pieces are derived from wood planks that are cut down into slats and the surface planed and ends side matched. These planks are further machined to add a hollow back structure. The sides then are side and end matched to form the basic structure of wood flooring that now contains a functional tongue and groove for installation on cement or wood (Figure 1). It usually is made of hardwood species like maple, cherry, oak, hickory or walnut.

The quality of the wood used for this process is dictated by the ‘grade’ being purchased, which is governed by grade rules that classifies wood into several categories: clear, select, #1 common and #2 common. 1
Wood contains natural character that can affect the surface visual of the wood such as knots that are tight or have open character or simply open character in the wood in the form of worm holes. Other surface defects include cracks and bark pockets. The size of the open character dictates if a putty is required to smooth the surface prior to the finishing process of sanding, application of stain and application of multiple UV-curable wear layers.2
In the case of producing an engineered wood structure, a sheet structure is assembled with thin veneer layers and wood core layers that are glued together using a high temperature and pressure press. The veneer layers can be species like maple, cherry, oak, hickory or walnut. The sheet structure formed is cut into strips and machined to add a tongue and groove along with a hollow back. The species of the wood veneer and grade dictate the level of defects present prior to lamination (Figure 1).

The machined planks then are routed to a putty cell where defects that are present in cellulosic substrates are repaired by manually filling the defect with a wood putty composition. Typically, a high-viscosity, troughable, waterbased putty is applied to defects on the surface (Figure 2). The planks are stacked off and dried for up to 24 hours prior to final sanding, application of stains and UV coating layers. This process is not suitable for a continuous production process, as “work in progress” (WIP) from the puttied wood must be off loaded and stored until the putty is completely dry. Puttied wood that is not completely dry prior to subsequent finishing operations such as sanding and finishing can result in further defects. In the case of sanding, improperly cured putty that still is wet will have a tendency to “pull out” small natural defects such as worm holes or edges, resulting in the need for rework.
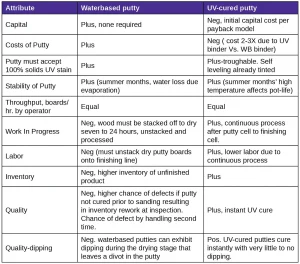
A comparison of waterbased and UV putty is given in Table 1. An alternative to waterbased wood putty is the use of UV technology for quick cure of the putty to fill in open character defects, e.g., knot holes, torn out grain/veneer and other defects commonly found in wood products. The quick UV cure, UV putty offers several advantages over conventional waterbased putty as summarized in Table 1. Most notable is the elimination of work in progress (WIP) that builds up unnecessary inventory and increases labor costs and quality defects.
However, depth of cure can be a problem for UV putty formulations containing the high levels of mineral fillers or dyes that can interfere with the UV polymerization mechanism using traditional photoinitiators. This can be overcome by utilizing a combination of Ga lamps/ through cure photoinitiator(s) that absorb light in the 360-395nm range, and thermal initiator(s). 3-6 UV-induced polymerization starts at the top layer as a result photoinitiation. The heat generated from radical photopolymerization and the infrared component of the UV lamps causes thermal decomposition of thermal initiators, producing initiating radicals that initiate the polymerization in the bulk of the sample. In this study, the decomposition of 2,2, Azobis (2,4,dimethylvaleronitrile) was used to generate the radicals for further polymerization at 52 deg C (126 deg F) and nitrogen gas. This approach has been fully described by Hoyle and Pojman for Frontal Polymerization of multifunctional acrylates.7,8 Failure to generate the heat necessary to decompose the azo portion of the 2,2, Azobis (2,4,dimethylvaleronitrile) results in uncured putty within the wood defect.
Another aspect of the quick cure UV putty is to formulate to low viscosity to allow for a self-leveling composition of a tinted material that when applied to deep knot of 0.08” (80 mils) deep and 1-2” diameter will cure instantly by UV and a secondary cure mechanism to afford a filled defect that can be sanded down smoothly prior to finishing. The end result is a puttied board that has a good match between putty and stain. No dry time is required for this type of UV putty and the board can be processed immediately after putty operation without sanding.
Experimental Section
Materials used in this study are designated in Tables 2 through 4 along with the various formulations used in solid and engineered wood putty studies.
UV Process Parameters
Two types of UV cure equipment were used for studies described in this paper.
Miltec UV System, Inc., equipped with two 650 watts/inch HPI mercury standard medium-pressure bulbs mounted over a conveyor. Samples were processed for a total EIT Puck UVA energy density of 3.5J/cm2, and peak irradiance of
3.6 W/cm2.
Dubois Equipment equipped eight 300 wpi mercury standard medium-pressure Mercury Hg bulbs over a conveyor. Samples were processed for a total UVA energy density recorded using an EIT Puck of 760 mJ/cm2 and peak irradiance of 463 mW/cm2.
Troughable UV Putty
A troughable putty formulation is based on the premixed base composition of 65% wt of an epoxy acrylate) and 35% wt of a flexible urethane acrylate with additive package of photoinitiators including deep cure, dye pigments (reddish brown) and surfactants.
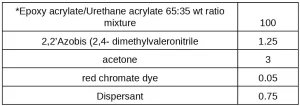
To 2,2’Azobis (2,4- dimethylvaleronitrile) in powder form was added acetone to dissolve the thermal initiator completely. This clear solution was added to the Epoxy acrylate/Urethane acrylate 65:35wt ratio mixture material followed by addition of red dye and dispersant. The mixture was stirred with an air-driven stirrer using a non cowls blade (Table 2).
Ingredient contains deep cure photo initiators
**Surfactant includes polyether modified polydimethylsiloxane
***Absence of “through cure” is confirmed by the oozing of uncured putty from the sides of a defect after the defect is pressed.
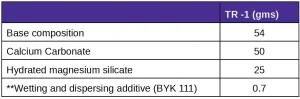
The base formulation TR-1 in Table 2 was used to prepare troughable formulations using different minerals to optimize ability to trough putty (Table 3). The base mixture was stirred with a cowls blade and added in portions were dispersants, calcium carbonate, magnesium silicate until the mixture became smooth and creamy.

All samples were processed by preheating the board surface to 135° F to 150° F, application of putty using a putty knife and UV curing putty under two UV lamps with a UVA output using an EIT Power Puck (3.5 J/cm2, 3.6 W/cm2). Finish line processing includes sanding the excess putty off to afford a smooth surface followed by application of stain and UV coatings (Figure 3).2
Self-Leveling Putty
*Ingredient contains deep cure photo initiators
**Surfactant includes polyether modified polydimethylsiloxane
***Absence of “through cure” is confirmed by the oozing of uncured putty from the sides of a defect after the defect is pressed.
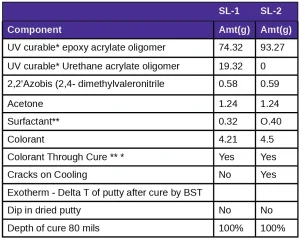
Self-leveling UV putty formulations were prepared from the base materials as the troughable formulations without the added mineral fillers (Table 4). The epoxy acrylate and urethane acrylate were combined as a 75/25 wt percent ratio containing photoinitiators and additives and stirred followed by the addition of colorant and surfactant. The 2,2’Azobis (2,4- dimethylvaleronitrile) was dissolved in acetone and mixed in with the oligomers for formulations SL-1 and SL-2.
Each sample was prepared by first performing a pre-heat step to each cellulosic substrate before application of the putty composition. The pre-heat step included passing the cellulosic substrate under UV lamps to achieve a board surface temperature (BST) of 135° F to 150° F prior to application of the putty compositions. Subsequently, each putty composition was applied to and filled defects on a cellulosic substrate by using either a plastic dropper or another dispensing device. The defects included knot holes having a depth of about 80 mil. The board is than passed under UV lamps with a UVA output of 730 mJ/cm2 and peak irradiance of 463 mW/cm2 using an EIT Power Puck.
Results and Discussion
In this study, a combination of photoinitiators and a thermal initiator is used in these UV putty formulations. The cellulosic substrate is preheated to 37° C to 55° C (130° to 150° F) prior to application of the putty to the defect which matches closely to the decomposition temperature of the thermal initiator at 52° C. Upon application of the putty and UV exposure, UV initiated polymerization takes place within the putty composition where depth of UV cure is limited by absorptivity by Beers Law. The light intensity of a light beam exponentially decreases with distance (thickness of the coating layer), molar absorptivity (extinction coefficient) of the PI at a selected wavelength, and with concentration of PI.6 The heat generated from photopolymerization and IR from lamps causes thermal decomposition of the azo thermal initiators, producing initiating radicals that initiate the acrylate polymerization within the uncured putty to give complete cure of the filled defect. In the case of the troughable UV putty, exit board surface temperatures (BST) are 30 to 50° F lower than the temperature of the cured putty on the defect. Exit BST values are typically in the range of 140° F to 160° F whereas exit putty surface temperatures are in the range of 170° F to 220° F. The significantly higher putty surface temperature is due to heat generated from the UV energy density during cure and photo and thermal polymerization.

Insufficient heat from photopolymerization or infrared results in no decomposition of the azo thermal initiator. The end result is uncured putty below the cured UV putty surface of the troughable formulations containing a high percentage of inorganic minerals. This is observed by increasing the line speed from 21 fpm to 40 fpm to decrease the energy density by 50% that results in insufficient cure at the wood putty interface (TR-1 & TR-3, Table 5). However, doubling the line speed and doubling the number of lamps resulted in complete cure of the putty defect (TR1-2) indicating scale ability of this process.

One of the main defects observed is the formation of pinholes of the cured UV putty after processing (Figure 4). Several factors have been found to affect the level of pinholes including level of thermal catalyst due to liberation of nitrogen eq 1, amount of calcium carbonate, ratio of calcium carbonate to Hydrated magnesium silicate, and type of dispersant in the formulation. Proper balance of processing parameters and formulation lead to virtually pinhole free putty after UV/thermal cure.

The self-leveling formulations SL-1 and SL-2 show the effect of the urethane acrylate flexibilizer on cracking upon cooling of the UV putty compositions after UV cure (Table 4). The UV SL-1 formulation containing 74.32% of the high Tg epoxy acrylate and 19.33% of the urethane acrylate flexibilizer did not crack after UV cure (Figure 5). Further reduction of the flexibilizer in SL-2 formulation to 0% results in cracking upon cooling. Further experiments indicated that as the percent of flexibilizer decreases to <12% by wt, the putty becomes brittle upon cooling and cracks presumed due to putty shrinkage.

The final filled defect is fully cured within the 80 mil thick defect as determined by cutting the defect in half to view a cross section of putty (Figure 6).
Conclusions
Dual-cure UV/thermal putty compositions offer several long-term quality and cost advantages over current waterbased formulations but require initial capital for equipment. These advantages include elimination of work in progress (WIP) that builds up unnecessary inventory and increases labor costs and quality defects.
Dual-cure UV putty formulations comprised of 65% wt epoxy acrylate oligomer and 35% wt flexible urethane acrylate oligomer at the appropriate ratio along with dyes, deep-cure PI package and azo thermal initiators can be used to give good through cure for “self-leveling putty” on thin veneer surfaces of engineered wood. Troughable UV putty compositions comprised of 75% wt epoxy acrylate oligomer and 25% wt flexible urethane acrylate oligomer can be prepared by the addition of inorganic minerals to the base composition to fill in natural defects on hardwood flooring. Good through cure up to >80 mils is obtained by proper choice of deep-cure photoinitiators, azo concentration, and UV conditions that provide sufficient UV peak irradiance for photopolymerization and added IR for thermal decomposition of the azo initiator.9 u
Acknowledgements
This work was supported by Armstrong Flooring, Inc. and Dr. Dong Tian as one of the innovation platforms to investigate UV/EB radiation/thermal cure technologies.
References
- Hardwood Grades of Lumber, American Hardwood Lumber Council, internet
- G.A. Sigel, “Armstrong’s Wood Coating Quality Journey: Quality Improvements in UV Wood Finishing,” RadTech 2010, Baltimore MD, May 24, 2010
- E.V. Sitzmann. “Critical Photoinitiators for UV-LED Curing: Enabling 3D Printing, Inks and Coatings,” Proceedings of Radtech UV.EB West 2015, Redondo Beach, CA, March 10, 2015.
- I. V. Khudakov, “Photoinitiators,” Dymax Bulletin 2018
- C. Baumgart, ‘Innovations in Dual Cure Technology’ RadTech 2020. March 10, 2020
- Chris Baumgart, ‘Innovations in Dual Cure Technology for Automotive Interior Applications, UV+EB Technology Edition 2021 Issue 2.
- J.A. Pojman, “Free-radical frontal polymerization: self propagating thermal reaction waves,’ Journal of the Chemical Society, Faraday Transactions Issue 16, 1966
- C. Nason, T. Roper, C. Hoyle, and J. Pojman, UV Induced Frontal Polymerization of Multifunctional (Meth)acrylates, Macromolecules 2005, 38,13, 5506-5512.
- G.A. Sigel, B. L. Wilson, US2017/0183529 A1. June 20, 2017
Gary A. Sigel holds a B.S. in chemistry/biology from Western Washington University and a Ph.D. in inorganic chemistry from the University of California, Davis. Post-doctoral research on preceramic polymers to AlN/SiC solid solutions was conducted at Rensselaer Polytechnic Institute. He is a senior principal scientist with Armstrong Flooring and has 33 years of UV/EB coating and adhesive formulation experience with Armstrong, including six years as a UV coatings specialist in the company’s wood division. He currently is working on the development and deployment of new UV coating /adhesive systems/processes for residential and commercial segments of the flooring business. For more information, email gasigel@armstrongflooring.com.



