


By Michael J. Dvorchak and Melanie L. Clouser, Dvorchak Enterprises LLC, and A. David Harbourne, Harbourne Consulting LLC
Over the past three decades suppliers to the aerospace coatings industry, paint companies, the USAF, US Army, US Navy, US Coast Guard and civil aviation entities have – with limited success – tried to implement the use of UV cure coatings. The benefits of the UV cure technology are well understood, in that it will provide for the end user the following: 1) immediate dry to fly, 2) ultra-low volatile organic compounds (VOCs) / volatile hazardous air pollutants (VHAPs), 3) one component and 4) technology that could potentially meet military specification MIL- PRF-85285D.
From the early uses of UVA cure stencils for aerospace UV coatings, the technology has evolved to the UV Cure Shark Skin coatings that have the promise of delivering drag reduction values in the range of 6% to 7%. Both the MicroTau Direct Contactless Microfabrication (DCM) technology and the Lufthansa Technik Airbus UV Cure Shark Skin coatings have the promise of accelerating these developments of aerospace UV cure coatings acceptance in the marketplace. These UV cure technologies can be based on 100% oligomer as well as water-based polyurethane dispersion technology. During the nearly three decades of development, several hurdles have impeded UV cure technology progress and use in the aerospace market. This paper will report on these hurdles and potential solutions to further develop the UV cure aerospace coatings market.
(In this paper we will specifically look at intermediate and topcoats, and not primers. Primers for both aluminum and composite aerospace materials are undergoing a dramatic change due to the need to reduce or eliminate chrome primers.)
Changes in the Aerospace UV Cured Markets
Over the last several years, the aerospace coatings market has gone through an incredible number of changes in both polymer technologies and substrates. Today, the current number of 2K reactive primers and clear coats, as well as base coats, have increased, pushing the limits of polymer chemistries. With the pressures to lower VOCs and VHAPs, solvent-based systems have begun to evolve to water-based chemistries. Substrates used by the OEMs have evolved from the traditional aluminum metals to composites.
Introduction of UV-curable Aerospace Coatings – The Past
A. UV-Curable Aerospace and Aircraft Coatings (SBIR/SERDP)
A contract was awarded in 2005 – 2006 via Small Business Innovative Research (SBIR) and Strategic Environmental Research and Development (SERDP). During this testing protocol it was found that the normal 3 mils wet film thickness (WFT) did not cure properly. Investigators found that thinner layers resulted in the proper cure. These particular UV cure coatings were one component (1K), which is the traditional concept for a UV cure aerospace coating. These researchers decided to go the dual-cure route, which uses the free radical cure produced by the UV light and then the so-called dark cure, where the dual cure molecule has both acrylate functionality and polyisocyanate functionality. The so-called dark cure occurs through the moisture cure of the residual polyisocyanate on the molecule. These dual cure systems result in a 2K (two-component) system with a limited pot life1. Test results via the military specification (MIL SPEC) passed, giving only concerns with percent elongation at 275°F. No artificial weather testing was performed.2
B. Concept of UV Cure Black Stencil Earned 2007 Funding for Testing at UDRI.
This black stencil then was carried forward to a C-130 unit to see if the system could meet the criteria needed to perform in the field. In 2008, a demonstration was performed on a C-130 Hercules to evaluate its performance (Photo 1). Stencils were applied and cured via a 2,000 Watt H & S Auto Shot UV lamp.3 An additional test area was applied on the wing flap directly in line with the jet engine blast. Since this C-130 was an operational aircraft, it was deployed in multiple missions around the globe and in specific austere, hot and dirty environments. After 600 flying hours and 14 months in theater, the stencil coating performed quite well. The stencil displayed promising physical properties, with room for improvement in the areas of flexibility and gloss. In the color change area, the C-130 had Delta E values comparable to conventional 2K polyurethane fluoropolymers topcoats.3
C. Early USAF Requirements to Develop UV Cure Aerospace Coatings in 2009

The USAF has worked hard to develop a UV cure system for Department of Defense aircraft. In 2009, a report was published reviewing why the time and money were being spent on trying to develop a UV cure system for DoD aircraft. The specific requirement stemmed from the current USAF-required 72 hour “dry to fly” time for the 2K polyurethane topcoat. Shown in Table 1 are references to the ability of the UV cure technology to dramatically drop the “dry to fly” time by cutting off nearly 89 to 100.5 hours of processing time to fully repaint an F-16. The obvious benefit of UV technology would be even more dramatic for the legacy transport aircraft (C-130, C-5 and C-17) since the surface area needing painting is much greater.
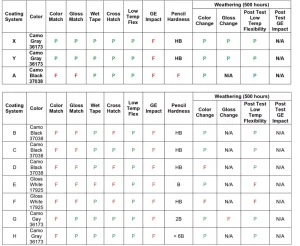
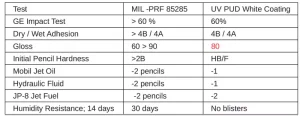
Under this program, UV cure Camo Black, Gloss White and Camo Gray were evaluated. As can be seen in Table 2, coating systems X and Y are 2K polyurethane coatings currently used by the DoD on military aircraft and, in this test protocol, were the controls. It is interesting to note that under this test protocol, not even the 2K polyurethane coating system X and Y passed the tough GE Impact test. Color match / gloss match values were negative for the UV systems and could be corrected with reformulating. A caveat would be in the Black systems, since getting them to thoroughly cure requires pigmentation that the color eye has problems evaluating. UV cure coating systems A, F and G results were closest to the DoD aerospace color requirements.
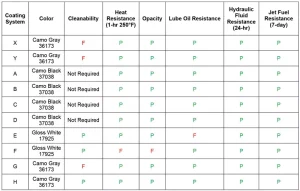
Again, it is interesting that the controls X and Y fail the cleanability test, which is probably the result of the low gloss requirements for these systems, as can be seen in Table 3. Coating systems A, B, C, D and H results were closest to the DoD aerospace requirements4.
In all of this original work, very little is mentioned on the UV cure light sources that are being used with the UV-curable systems.1
The first of these systems would be the traditional UV arc lamp (electrode), which is a mature technology. The UV energy is developed by arc across the electrode that excites the mercury vapor to emit at a certain wavelength. The units are in wide use and have issues with UV bulb life.
However; researchers in the early development of UV cure automotive refinishing discovered that a full spectrum light source would have industrial hygiene (IH) issues when used in an open shop environment.4,5,6,7 Working hand-in-hand with the UV light manufacturers, the researchers developed UVA light sources that were essentially UV arc lamps that were doped with Gallium so they would emit in the UVA region and not the UVB and UVC wavelength regions.
These UVA lamps were much safer for open shop use than the full spectrum UV light sources. Of course, proper personal protective equipment (PPE) needed to be followed, according to regional safety standards.
Microwave electrodeless UV lamps were also considered, but the cost and being a full-spectrum light source were concerns in IH issues for the open shop.
Light emitting diodes (LED) also were considered, but at this point in time the energy density and costs made it impossible to use with a large aircraft. Cooling of the LEDs was another issue, since on a larger scale the LEDs would need to be cooled to prevent them from becoming overheated and destroying themselves.
D. Early Attempts to Develop UVA Aerospace Coatings – June 2010
Early work by the Air Force Research Lab (AFRL) on the development of a UV cure coating was funded as an Environmental Security Technology Certification Program (ESTCP) project.
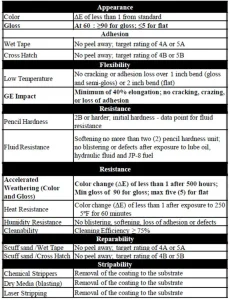
This project looked at the ability of the UV cure systems to perform the following criteria: adhesion, flexibility, color/gloss match, color/gloss retention, fluid resistance and repairability. This Joint Test protocol can be seen in Table 4.
Evaluations were performed on “commercial off-the-shelf” (COTS) coatings on a flat black and gloss white coating. The results for the flat black coating were: Adhesion equal to the performance of the controls, flexibility needing improvement, hardness in the desired range, fluid resistance passing MIL-PRF- 85285 and weathering passed 3,000 hours for <1 delta E color change.
The results of the gloss white system showed negative results in adhesion and flexibility, and marginal on fluid resistance and weathering.5
Eventually work was continued along this avenue and resulted in a US patent being issued that had an oligomer, monomer, PI, black pigmentation along with solvent, resulting in an 85-degree gloss of less than 15.7
Since the testing of the high gloss white was a priority the approach up until now was based on oligomer, monomer, PI and solvent for adjusting spray viscosity. The new vendor suggested that a water-based UV cured polyurethane dispersion (UV-PUD) be evaluated to try and meet the MIL SPEC since it offered low intensity UV cure, flexible coating, high gloss and ultra-low volatile organic compounds (VOCs) and hazardous air pollutants (HAPs).
The performance of the gloss white UV cure polyurethane dispersion met everything in the specification except for the 60-degree gloss level, which needs to be at 90 or above. Unfortunately, the gloss value for this system came in at 80. Due to funding limitations, this project was stopped. The idea that a water-based technology could come this close to the MIL- PRF 85285 specification shows great promise for the technology in the future.9
LED UV Cure Aerospace Topcoats 2011
As discussed previously, UV LED light sources have been evaluated for aerospace primers and topcoats. An AFRL contract in 2010-2011 evaluated the performance of the UVA LED source in combination with UV cure primers and topcoats. Five different UV cured primers were evaluated against a gray UV cured topcoat. Four of the most promising stacks passed the fluid resistance, 1,000-hour salt spray, jet fuel, skydrol and cryogenic bend tests. With the UVA LED light source footprint, cure speed would be one square foot per minute. At this rate the UVA LED light source would take days to cure an entire C-17 aircraft. Other UVA light sources have been developed that have a much larger footprint, but support for the UVA FL bulb technology has waned. 10
Development of UV-Curable Pigmented and Clear Coats for Complex Commercial Artwork
In 2011, a commercial aircraft manufacturer (CAM) put together a team of individuals that included the following: two UV paint formulators, raw material suppliers and UV cure equipment suppliers. The purpose of the project was to develop UV cure clear and pigmented artwork for commercial aviation.
Requirements by the CAM for this project were the following: reproduce the entire CAM-approved color gamut, spray properties close to thermally curable paints, meet “hang time” requirements, cure process requirements, overspray cure requirements, and engineering and appearance requirements. The project developed a UVA source that was used to scan over the aircraft body. The project lasted for six years and terminated in 201511.
E. UV-curable Coatings for Aerospace Applications (ESTCP) 2012
From the previous project USAF/AFRL funded a major project to see if UV cure paint technology could meet the rigors of DoD aerospace specifications. This project was funded via ESTCP from July 2008 until August 2012.
Lab testing was done at a private laboratory without oversight, especially on the UV cure light source and application. In general, most samples were tested above the accepted wet film thickness, which resulted in poor through-cure. This poor through-cure resulted in erroneous results. An example of this was the UV Gray 36173 and UV Black: After being subjected to 2,000 hours of salt spray, the UV coating was peeling off the panel at the scribe.
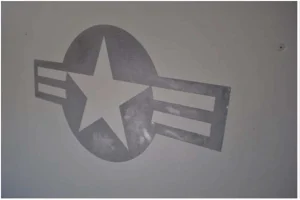
A demonstration/validation trip was made to Hill Air Force Base to evaluate the potential for these UV cure systems. Applications of both the UV cure gray and black systems were made with limited success. Again, problems were encountered, with poor cure manifested by a surface that was sticky. This stickiness was attributed to lack of enough energy hitting the coating and overriding the oxygen inhibition to which all UV cure systems are susceptible. This problem with the black stencil can be seen in Photo 2. Unfortunately, the problem that occurred was that the power needed to run the UV lights was over 200 ft away, and a large extension cord was used. It was calculated that this large extension cord reduced the energy output of the UVA lights by 20%. This reduction in energy caused incomplete cure of the UV Black and Gray coatings. Since this was at the end of the funding for this project, these obvious issues could not be resolved12.
Current Products and Innovation in the UV Cure Aerospace Market – The Present
Under the Air Force Research Laboratory’s Engineered Surfaces, Materials and Coatings (ESMC) program, a project was started in 2013. The program is targeting skin-friction drag, which is reported to be an issue for 50% of DoD legacy aircraft. The Ohio Aerospace Institute (OAI) is the prime contractor, with Lockheed Martin as the main subcontractor.
A professor at Stevens Institute of Technology has reported that the largest legacy aircraft in DoD have the following fuel burn: Boeing C-17, 461 million gallons in 2014; Lockheed Martin C- 130, 86 million gallons; and the C-5, 71 million gallons. The professor stated that the USAF wants passive technologies that would not change the structure or surface of the aircraft.
OAI conducted an online InnoCentive search to uncover technologies that might meet the criteria. Out of 95 submissions and through additional screening, MicroTau Ltd. was awarded the contract in 2016 and developed a Shark Skin (riblet-like structure) that was manufactured from a UV-curable aerospace paint.
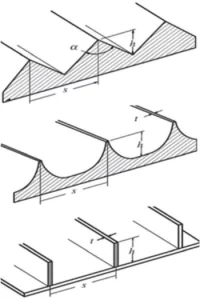
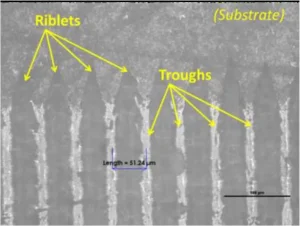
This UV cure coating technology has its roots in the automotive UVA cure technology. The twist is that, utilizing photolithographic methods currently used in computer chip fabrication, the MicroTau technique directly prints riblets onto the external surface of the aircraft. The uniqueness of the MicroTau technology is that is doesn’t contact the wet UV paint and allows the formation of 3D geometries, as shown in Figures 1 and 2.
This technology is the new hope in the development of a surface technology that might truly mimic the surface of a shark skin and allow for drag reduction in legacy DoD aircraft. Results of wind tunnel testing have confirmed that the MicroTau UV Cure riblet coating gave 6% viscous drag reduction. It is calculated that just a 2% reduction in aviation fuel usage would reduce the annual CO2 emissions by 20 million tons annually.13
This direct contactless microfabrication (DCM) technique results in a 3D-printed profile that can be varied from the wing tip to the fuselage to allow for the air flow performance to result in the lowest drag possible for legacy DoD aircraft at altitude.14,15
Others have tried to manufacture these riblets for commercial aviation, with limited success. This commercial aviation technique for the manufacturing of riblet structures utilizes a UV cure aerospace paint applied to the aircraft surface. A silicon film mold that has the inverse of the riblet structure is then laid into the wet UV paint, and a UV system cures the riblet structures in place. This technology sounds impressive but has a major issue with trying to vary the shape and size of the riblets, since the silicon film has a structure that can’t be real time varied as can the DCM techniques described previously.16
Outlook for UV Cure Aerospace Coatings Technology – The Future
With all of the resources that the US government has implemented for the development of a 1K UV cure aerospace coating over the last two decades, the future definitely has a great foundation.
a. 1K UV-curable Non-isocyanate Polyurethane Aerospace Coating
A recent Strategic Environmental Research and Development Program (2018 to 2019) project looked at the development of a 1K UV-curable non-isocyanate polyurethane (NIPU) aerospace coating. This work resulted in coatings that had flexibility at -54°F, good chemical resistance of methyl ethyl ketone (MEK) double rubs > 90. These UV-NIPU’s also showed no significant change in appearance regarding aerospace fluids. These particular systems were all based on clear coats. When the best clear coats were selected and pigmented, problems occurred with lubricating oil and aromatic fuel B. For some reason the researchers decided to build the dry film thickness (DFT) to 10 mils, whereas most aerospace coatings are applied at a 3 mil DFT. The clear coats were done in 5 DFT increments to reach 10 mils DFT. The pigmented systems were done in 1 mil DFT to reach the 10 mil DFT. The UV cure light source was a Fusion H-bulb, which works well for clear coat applications but not for those with pigment. The researchers used the right photoinitiator package for the pigmented system but needed to expose the system to a V-bulb (Gallium doped bulb to get the proper shift above the pigmentation absorbance) and immediately expose it to the H-bulb for the complete cure.17 It would be useful to retest these UV-NIPU systems with the proper UV sources to see what significant improvements in performance would occur. However, if future work is going to be attempted on the pigmented UV-NIPU systems, it should be done with either a UVA electrode lamp or a UVA LED. The UVA and UVA LED units, at this point in time, are more practical than the electrodeless UV source for aerospace coatings applications.18
b. Developing superhydrophobic coatings that will keep the Shark Skin (riblets) clean
Another project was funded by the Operational Energy Capability Improvement Fund (OECIF) from the office of the Assistant Secretary of Defense for Operational Energy Plans and Programs, ASD (OEPP) and the Air Force Research Lab (AFRL), in conjunction with Ohio Aerospace Institute. The project’s focus was on developing superhydrophobic coatings that could be overlaid onto the UV cured Shark Skin (riblets) coatings to keep the riblets clean. If you can’t keep the riblets clean, they will lose their ability to reduce drag.
Following is the process developed under this program: 1) clean the riblet surface with an atmospheric plasma pressure jet (APPJ), 2) one-pass spray coating of a silane coupling agent, 3) apply the fluoroganosiloxane film with the APPJ, using hexamethyldisiloxane (HMDSO) and hexafluropropylene oxide (HFPO). This technique results in a superhydrophobic surface that was subjected to weathering, dirt accumulation, impact, cleaning, solvents, jet fuel and abrasion resistance. The results showed that this coating held up very well to the durability testing. Open questions about these coating are: 1) What impact will adding a coating to the UV cured riblet have on the performance for drag reduction since it modifies the surface of the riblet? 2) How long will these coatings maintain their superhydrophobic characteristics when subjected to the hysteresis of a military aircraft during a PDM cycle?19
c. UV Cure 2K Water-based Chemical Agent Resistant Coating (CARC)

The Army Research Lab was awarded a patent that could potentially be used in aerospace applications for the chemical agent resistant coating (CARC) as well as being low observable (LO). This technology has its roots in the development of 2K waterborne polyurethanes.20 It also borrows from the UVA cure technology for UVA automotive refinish using the H & S Autoshot 1200 W light source. In addition, it uses UV-curable polyurethane dispersion (UV PUD). What the technology teaches is that a polyol that has hydroxyl functionality is combined with a UV PUD, and then a water dispersible polyisocyanate is stirred in just prior to use. Included in the formulation are transparent (transparent to UV radiation) iron oxide pigments, as well as pigments that result in low IR signature. Also important in the formulation is a PI that operates in the 365 nm and above range so that the pigmentation does not affect through-cure. One would have to wonder that such a unique coating system could not be utilized in stealth-style aircraft, as shown in Photo 3.21
Conclusions
- One of the most important limiting factors for this UV cure aerospace paint technology is the design and size of the UV light for curing the paint on the aircraft.
- The future is bright for this technology, especially considering the incredible foundation that exists for UV cure aerospace coatings.
- DCM 3D UV cure printing technology has the potential to obtain a 2% reduction in aviation fuel usage and reduce annual CO2 emissions by 20 million tons.
- The US government and private industry have spent incredible sums in furthering development of UV cure coatings for aerospace. The actual dollar amount is not known but must be in the multi-millions of dollars.
- It is recommended that RadTech/AFRL host a joint summit to facilitate cross-fertilization and eliminate silos that exist due to the types of contracts used in developing UV cure coatings for aerospace.
References
1.) W. Fischer, Dual Cure-Combination of Superior Properties, RADTECH REPORT (2001) 15, 51-57
2.) N. Orbey, UV-Curable aerospace and aircraft coatings, RadTech Report (2006), 20(4), 43-51
3.) W. Culhane, Adhesion of Bayer UV Cure Stencil Paint to Deft ELT Topcoat (2007) UDRI-TR-2007-00101
4.) C.T. Williams, et al., Development of UV-A Curable Coatings for Military Aircraft Topcoats, RADTECH Report (2011)
5.) T. Naguy, R. Straw, Ultraviolet (UV)-Curable Coatings for Department of Defense (DoD) Applications (Case number 88ABW-2009-2533) 2009
6.) R. Straw, UV-Curable Coatings for DoD Aircraft Depot Maintenance (ESTCP Project WP- 0804), 17 June 2010
7.) M.J. Dvorchak, et al., Low Gloss Radiation-Curable Compositions, US 9,617,444 Apr. 11, 2017
8.) T. Williams, et al., UV-A Curable Aerospace Topcoats, ASETS Defense 2011: Sustainable Surface Engineering for Aerospace and Defense Workshop, Feb., 2011 (SERDP/ESTCP)
9.) C.T. Williams. et al., UV-curable polyurethane dispersions for aerospace topcoat applications, Proceedings of the International Waterborne, High-Solids, and Powder Coatings Symposium (2012), 39th, 203-211`
10.) M. Bowman, UV-Curable Aerospace Primer and Topcoat, AFRL FA-8650-5-C5010, RADTECH Report, Apr. 2011, 9-12
11.) R. W. Baird, UV-Curable Paints for Commercial Aircraft Exteriors, RADTECH Report, Sept 2011, 40-44
12.) M. Campbell, J. Jusko, Ultraviolet (UV)-Curable Coatings for Aerospace Applications, AFRL/RXSC, ESTCP WP-200804, Contract Number FA8650-09=D-5601
13.) J. Speirs, et al, Natural gas fuel and greenhouse gas emissions in trucks and ships, Prog. Energy 2 (2020) 012002
14.) H.C. Bilinsky, Direct Contactless Microfabrication of 3D Riblets: Improved Capability and Metrology, AIAA 2019, 88ABW-2018-5932
15.) H.C. Bilinsky, Microstructure Patterns, US 2018/0307138 A1, Oct. 25, 2018
16.) Shark-skinned, Aircraft Technology Engineering & Maintenance, Aug.-Sept. 2014, 131, 46-49 17.) M.J. Dvorchak, et.al, UV Curing of Pigmented High-Build Wood Coatings based on Non-Air-Inhibited Unsaturated Polyesters, JCT 67 (842) (1995)
18.) V. Mannari, et al, Synthesis of non-isocyanate polyurethanes and their application in radiation- curable aerospace coatings, Progress in Organic Coatings (2019), SERDP
19.) C.A. Ellis-Terrell, Designing Superhydrophobic Coatings for Aircraft Drag Avoidance, AIAA 2016, 88ABW-2016-6097
20.) Bui, H.; Dvorchak, M. J.; Hudson, K.A., Hunter, J. A., Two-component waterborne polyurethanes: The rheology of mixing, European Coatings Journal, May 1997: pp. 476-481
21.) J. A. Escarsega et al., Ultra-Violet Cure Coating, US 9,505,936 Nov. 29, 2016 (United States of America Army Research Laboratory (ARL))



