


By Michael R. Bonner, St. Clair Systems
Advanced materials are forefront in virtually every design project today – most notably in the transportation sector, where lightweighting is essential. Unfortunately, the coatings generally are ignored.
Nowhere is this contrast more apparent than in the automotive industry. In Formula 1 – where every gram counts – coatings are carefully selected to provide superior performance at weights less than one-tenth that of a conventional passenger car. This is driving a move to high-tech coatings – and some of the most interesting involve the use of Ultraviolet (UV), UV LED and Electron Beam (EB) curing technology. Developed in the late 1920s, improvements in chemistry and processing technology have made energy curing one of the most sustainable technologies used in manufacturing from aerospace to vehicle components. UV/EB technology provides greater durability with thinner films, which means lower weight, translating to lower energy demands for everything from electric vehicles (EVs) to airplanes.
To understand the advantages of energy cure coatings, it makes sense to start with what they are and how they differ from conventional coatings.
Energy Cure Coatings
Conventional coating technologies are thermal cure, often referred to as solventborne, waterborne or powder coatings. Thermal cure means that the coating is cured by baking – or bringing it to an elevated temperature – which drives out the solvents or melts the powder, then initiates the cross-linking process. This baking process is performed in an oven, which consumes a great deal of energy to heat the oven, the air, the part(s), the coating, etc.
Specifically with organic, solventborne coatings, “driving out solvents” means releasing Volatile Organic Compounds, or VOCs, into the air in the oven. The release of VOCs presents a couple of problems. First, the solvent vapors are flammable (that’s the “volatile” part), so they must be removed from the oven to prevent an explosion. However, VOCs also are harmful to the planet (and the life on it), so simply releasing them into the atmosphere is not acceptable. The solution is to incinerate the VOCs to remove them from the air stream before being released into the atmosphere. This incineration usually is performed in a Regenerative (or Recuperative) Thermal Oxidizer (RTO). The RTO takes advantage of the flammability of the solvents in the airstream as a fuel, but it usually is necessary to supplement it with natural gas to ensure that the temperatures in the RTO are high enough to destroy all the carbons in the exhaust stream. This adds to the energy consumption of the thermal-cure system and, because it relies heavily on combustion, increases the emission of SOx and NOx into the atmosphere. This is in direct opposition to the goals and objectives of virtually all modern manufacturing operations straining to be viewed as “environmentally conscious.”
Energy-cure technologies include UV, UV LED or EB coatings. For these, the curing (cross-linking) process is initiated by exposing the coating to either high-energy light waves – often in the ultraviolet (UV) band – or high-energy electrons. Because this energy is focused directly on the coating, it is far more efficient, requiring less energy to perform the curing function – as much as 95% less. And because they are 100% solids, they’re formulated without solvents, so there are no VOCs to incinerate, so no RTO or other remediation is required to protect the environment. This significantly reduces the release of combustion byproducts from the coating process into the atmosphere.
The Benefits of Energy Cure Technology
In addition to the significant reduction in energy consumption and the natural sustainability since these formulations contain no VOCs, energy curing offers many other advantages:
- Durability: Energy-cure coatings are more durable than their conventional counterparts and therefore provide superior protection with significantly thinner films. This reduces the weight of the coating without sacrificing performance.
- Speed: The instantaneous curing of these materials eliminates wait time, resulting in shorter processing times and increased throughput. This is especially important where multiple layers are used (as in aircraft or F1 graphics applications, as discussed below).
- First Pass Yield: Full cure is reached instantaneously, so handling issues like scratches, blocking, etc., associated with conventional coatings are eliminated, which reduces rejects, rework and scrap.
- Footprint: Because large curing ovens are not required, energy-cure systems are much smaller and take up significantly less space than conventional processes.
- Less Waste: In addition to the factors above, energy-cure coatings can be collected and reused which significantly reduces the waste stream from the process.
- Sustainable: Because the curing process does not rely on fossil fuels, there are no combustion byproducts released into the atmosphere.
- Clean Energy Support: The reduction in energy required to power the energy-cure process enables clean energy alternatives by reducing the overall demand on the grid.
So, where are these applications used in the automotive and aerospace industries?
Automotive Applications for Energy-Cure Coatings
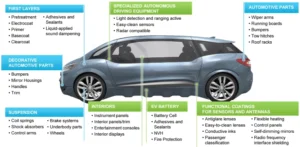
Figure 1 shows that fluids are used pretty much everywhere in a modern vehicle. While these are all important, the focus of this article is on the coatings used to enhance both the aesthetics and the functionality of the vehicle.
The significance of aesthetics is obvious. Nobody wants to drive an ugly car. But not only are consumers looking for a pleasing appearance initially, they want it to look that way for a long time, so the paint also must protect the appearance. Protection also applies to the structure underneath. The paint must protect the body from the elements to extend the longevity of the vehicle. And finally, there’s aerodynamics. The smooth finish improves airflow over the surface and repels dirt that would otherwise disrupt that smooth finish.
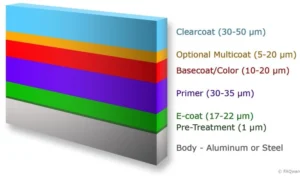
As shown in Figure 2, the finish on a modern passenger car is a complex structure, comprised of anywhere between four and six layers, and every layer adds weight. According to a paper by Scuderia Alphatauri entitled “The Importance of the Paint on a Formula 1 Car,” 3 the paint on a road car usually weighs between 25 and 30 Kg. That’s on the order of 55 to 66 lbs and doesn’t include the coatings on the glass, plastic lenses for headlights and taillights, turn signals, plastic trim pieces like door handles and bezels, interior components and of course, the coatings used in the manufacture of the battery cells and packs common in the new EVs.
The article points out that in Formula 1, where differences of a few hundredths of a second matters, a few grams can mean the difference between winning and losing. Therefore, the finish on a Formula 1 car, in spite of its graphics, can be as little as just 1.5 kilos, or a little over 3 pounds. That’s a 95% reduction in the weight of the finish.
But, as noted above, in addition to weight, the paint also affects the aerodynamic drag coefficient of the car – a very important factor in F1. Apart from being light, the paint also must be both smooth and efficient at dispersing any dirt that gathers on surfaces, such as wings and other aerodynamic elements, thus altering their profile and performance.
It’s easy to see that the electric vehicle landscape faces similar challenges and concerns. These range from battery energy density to charge time to range anxiety to the source of the electricity in the first place. It’s pretty obvious that all of these are related to curb weight.
Aerospace Applications for Energy-Cure Coatings
In her article, “How to Paint an Aircraft,” featured in International Paint & Coating Magazine (IPCM), Ilaria Paolomelo noted, “Painting an aircraft is a very complex process that requires up to two weeks of work and, sometimes, over one thousand litres [265 gallons] of paint. Coatings are certainly important to improve aesthetics, but their main role is actually to protect the aeroplane against corrosion while improving its aerodynamic properties.” 4 Then, to make matters worse, she adds, “Approximately every five to seven years, an airliner has to undergo a new coating phase in order to be able to continue flying safely in the sky.” This presents the opportunity to upgrade the graphics, which is important because every airplane also is a flying billboard – an advertisement for the airline!
First, the airplane is given the foundation layer with the first basecoat color, which usually is white. Once it cures, it is masked for the next color, which is applied and cured, and then the masking is removed and reapplied for the next color. This process is repeated until all the colors have been applied; then it gets a protective clearcoat layer. In the end, the structure is very similar to that used on a passenger car, starting with the substrate, which is covered by pretreat and primer layers, followed by the basecoat and then finally the clearcoat. In this case, however, the graphics can be comprised of multiple basecoat layers and, as with the automotive example, every layer adds weight.

Figure 3 compares the importance of the major functions of painting across these four applications. Aesthetic appearance is important to all of them, whereas graphics – an extension of appearance –really is only a factor for Formula 1 and airplanes. It isn’t that graphics aren’t used on passenger cars and EVs – they are! But they usually are applied aftermarket and are not the primary function of the factory-applied finish.
It makes sense that protection properties are important to all applications, but longevity is only important to passenger cars and EVs since Formula 1 cars are rebuilt after every race and airplanes are repainted every five to seven years. Aerodynamics is somewhat less important for passenger cars, yet of high importance to each of the others. And, of course, weight is important to all of them.
Next-Generation Coatings for Next-Generation Transportation
The need to reduce energy consumption and increase sustainability by reducing the dependency on fossil fuels and the associated VOCs and combustion byproducts is forcing automotive, aerospace and all other transportation manufacturers to investigate technologies that can meet these new objectives without sacrificing the performance that has come to be expected by the modern consumer. This is complicated by the market-driven demand to reduce costs by reducing material usage and increasing throughput. These demands are not independent – they must be addressed together in a coordinated effort to be successful.
Fortunately, there are well-established, yet often overlooked technologies available that are proven to satisfy all of the requirements in the modern, evolving transportation marketplace. Energy-cure coatings are one of those technologies.
References
- Fluids Used in Automobile Assembly graphic courtesy of PPG from its presentation PPG: Coatings Innovations for Sustainable Mobility.
- Paint layer graphic provided courtesy of Tesla Tap.
- Scuderia Alphatauri white paper, “The Importance of the Paint on a Formula 1 Car.” (https://scuderia.alphatauri.com/en/painting-performance-f1/)
- Paolomelo, Ilaria. “How do you paint an aircraft?” International Paint & Coating Magazine (IPCM), 10/02/2022. https://www.ipcm.it/en/article/how-do-you-paint-an-aircraft.aspx
Michael R. Bonner is the vice president of Engineering & Technology for St. Clair Systems, Inc., a leading supplier of process temperature and viscosity control equipment for industrial fluid processing systems. For more information, visit www.viscosity.com.



