


By Michael Kelly , Allied PhotoChemical, Inc.
In today’s manufacturing environment, it is critical to utilize proven technology to eliminate problematic red rust and continue to drive overall customer satisfaction. This can be accomplished with UV coatings technology that delivers improved return on investment for overall business.
Over the years, pipe producers have been utilizing liquid coatings to offer short-term red rust protection for their product during storage and shipment to their end-user customers. Too many times, end-user customers of OCTG (oil country tubular goods)/line pipe are dissatisfied with the delivered product – red rust and overall poor coating appearance. Serious quality costs and overall lost opportunity costs are experienced and are very costly to the OCTG/line pipe producer. These costs can be reduced or minimized with the right coating solution.
Pipe producer problems: Red rust – Endcustomer returns
- VOC (volatile organic compounds) exposure
- Flammable coatings in production environment
- Overall appearance/performance of coating
- Damage to downstream equipment caused by non-dry coatings
- Overall, poor ASTM B117 salt fog resistance testing results

Some examples of line pipe producer-incurred costs:
- Actual problem engagement with end customer
- Time-to-resolve issue; impact to other business activities
- “Charge-backs” for return of product/transportation
- Relationship impact
- Opportunity costs: lost future orders
These problems were very similar in the mechanical tube marketplace. For the past 10 years, mechanical tube producers have evolved their coating processes to eliminate white rust through embracing UV coatings technology. Now it is time for the line pipe producers to make similar upgrades and enhancements to optimize the supply chain to their end-customers.
Current landscape

Pipe producers’ legacy systems are typically water-based liquid coatings, with a few solvent-based systems remaining. While water-based coating technology had some advantages in the past, these have been surpassed by the evolution and adoption of UV coatings into this market vertical.
Water-based coating technology limitations include:
- Legacy coatings have high VOC content
- Co-solvents added for improved rheology; flammability issue
- Ongoing equipment maintenance: induction heaters, coating buildup on rollers, damage to equipment downstream, etc.
- Temperature and humidity impacting quality and performance
- Coatings can freeze; must be transported and stored carefully
UV-based coating technology has the following advantages:
- Improved corrosion performance – (see Figures 5 and 6)
- No volatile organic compounds / No hazardous air pollutants
- Coating cost per linear foot is competitive
- Nonflammable
- Coatings will not freeze: No winter shipment restrictions
This article details the following:
- Testing – ASTM B117 Salt Fog Testing – Water-based vs. UV Coating
o Salt spray test used to produce relative corrosion resistance information for specimens
of metals and coated metals exposed in a standardized corrosive environment.
o Typically measured intervals – 8 hour / 24 hour / 72 hour / 144 hour / 300 hour / 600 hour - Financial model – Water-based and UV coatings cost per linear foot
- UV coating process overview
- Looking forward
Testing – ASTM B117 Salt Fog Testing
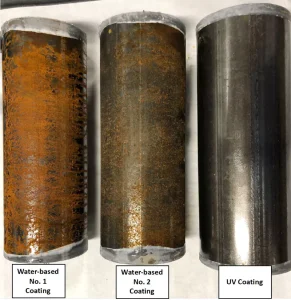
Observations: After 24 hours ASTM B117 Salt Fog Testing (Figure 5)
- Water-based No. 1 Coating
o Coating is offering NO red-rust protection and is merely cosmetic in appearance
Note: Coating actually started failing at roughly six hours
o Coating is flaking - Water-based No. 2 Coating
o Some red-rust protection, but limited
o Coating is beginning to flake - UV Coating
o No presence of red-rust
o Good overall gloss level
o No coating softening, blistering or flaking
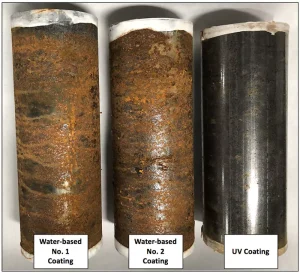
Observations: After 600 hours ASTM B117 Salt Fog Testing (Figure 6)
- Water-based No. 1 Coating
o Total failure of coating - Water-based No. 2 Coating
o Total failure of coating - UV Coating
o Less than 3% impact
o Good overall gloss level
o Very minor coating blistering or flaking
o Good adhesion (ASTM 3359-17)/ Impact resistance (ASTM 14-88)
Financial model: water-based and UV coatings cost per linear foot – 9.625″ diameter pipe
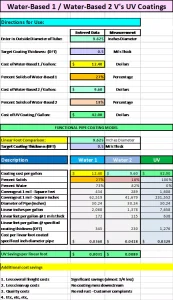
Outlined at left, Table 1 compares Water-based 1 and Water-based 2 coatings to UV coating in terms of cost per linear foot. Note: Pricing per gallon is typically determined by coat specification requirements, volumes and contractual commitments.
Overall, for 9.625″ OD Pipe/0.5 mils dry film thickness, UV coating offers savings of $0.0031 and $0.0089 per linear foot.
UV coatings/per linear foot, will offer cost savings on a daily, weekly, monthly and yearly production operation – not to mention less incoming freight costs, less material handling, reduced customer complaints, etc.
Note:
- Water-based 1 coating is 27% coating and 73% water; coverage per gallon is 434.2 square feet at 1 mil thick
o 27% of 1,608 square feet = 434.2 square feet @ 1 mil thick - Water-based 2 coating is 18% coating and 82% water; coverage per gallon is 289.4 square feet at 1 mil thick
- UV coating is 100% coating (no water, solvent or fillers); coverage per gallon is 1,608 square feet at 1 mil thick
o 100% of 1,608 square feet =1,608 square feet @ 1 mil thick - Prices are based on customer feedback/competitive marketplace.
Water-based coatings have a low price per gallon, but users are paying for 73% and 82% water, respectively, in the case outlined in Table 1. In addition, other factors have significant impact/cost on the bottom line:
- Transportation costs
- Possible flammability; use co-solvents to assist in rheology water-based coating faster
- Winter shipment rules; cannot ship water-based coatings in extreme cold conditions
- Storage rules; cannot store water-based coatings in near/below 32°F conditions
UV coatings have a higher cost per gallon, since users receive 100% coating, no water, solvent or fillers. In addition, these other factors benefit the bottom line:
- Nonflammable
- No winter restrictions on shipments
- UV can be stored in unheated areas
- Shipping costs are greatly reduced – more than 65% less overall
- Overall applied coating cost per linear foot price is lower: applied cost of $0.0329 vs. $0.0360 per linear foot
In addition to the above-listed benefits, the overall UV coating process offers significant process advantages over other technologies:
- Smaller:
o Small physical footprint of equipment – (See Figure 7)
o No drying tables or temperature/humidity issues - Faster:
o Speed: ability to run faster/produce more pipe feet per minute
Due to instant cure of coating
o Coating is fully dry: no more sticky, un-cured coating that will damage downstream equipment
Safety is not compromised when handling pipe: slippage, lubrication effect, etc.
Fewer quality rejects - Cleaner:
o No VOCs or HAPs
o No co-solvents
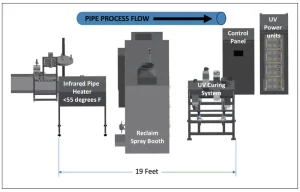
UV coating process overview
The complete UV coating system can be installed with less than 20 feet of in-line space. This includes pre-heat (less than 55°F), reclaim spray booth and UV curing system. Upon exit of UV curing system, pipe can be processed, stacked, band coated, etc., immediately.
Looking forward
Over the past year, several large line pipe producers have implemented UV coating systems as part of their quality improvement effort, significantly reducing their exposure to red rust/corrosion issues with end customers. It cannot be emphasized enough that UV coatings technology offers significant process advantages, per-part cost savings and improved end-part quality.
The line pipe producer community will need to continue to improve its overall end-product quality, and UV coatings technology offers a cost-effective and improved corrosion protection solution, rewarding customers with an improved overall product and greatly enhanced customer satisfaction.
Michael Kelly has years of executive and sales/marketing experience. He is vice president of global sales for Allied PhotoChemical, Inc. and can be reached at mkelly@alliedphotochemical.com.



