

By Chris Baumgart, Red Spot Paint and Varnish
Dual cure is an emerging technology that bridges the strengths of typical thermal and UV systems. It provides the superior scratch and chemical resistance hallmark to UV coatings while allowing for shadow curing via thermal reactions. This feature has made dual cure an attractive option for automotive interior applications. Its processing flexibility also allows finishers to adapt and retrofit lines without having to build from scratch.
Introduction
Many finishers have shied away from UV coatings for automotive interiors for a variety of reasons. Foremost among the concerns is the ability for the paint to fully cure in the absence of UV radiation. Low molecular weight monomers potentially could be left uncured, thus causing problems that could include tacky parts on handling and outgassing. These valid concerns leave thermal coatings as an easy choice from a processing standpoint. However, new developments in dual-cure technology address many of these worries. Formulations now are able to use a multitude of resins and resin technologies to cure all materials within the coating.
Formulation
As the term “dual cure” implies, this technology is an amalgamation of UV and thermal resins. UV acrylate monomers and oligomers, photoinitiators, acrylic resins and solvents compose the base system. Formulations also can include other property-modifying resins and additives. Combinations of these raw materials result in a system that has adhesion to a wide range of substrates while providing impeccable surface hardness for scratch and abrasion resistance. Dual-cure systems typically are 2K due to stability issues. Packaging a dual-cure coating as a 1K system can create difficulties with the variety of cure mechanisms already in play.
Performance Enhancements
The screening matrix for dual-cure coatings typically falls into four categories: adhesion, scratch, chemical resistance and weathering. Thermal coatings can have “self-healing” properties in which scuffs and abrasions to the surface eventually disappear due to the flexibility of the resins. While this is a beneficial characteristic from a scratch perspective, it leaves the coating vulnerable to attack from various chemical agents. UV coatings usually have a highly cross-linked surface that demonstrates excellent toughness for scratch resistance but leaves it brittle and susceptible to adhesion and weathering issues.
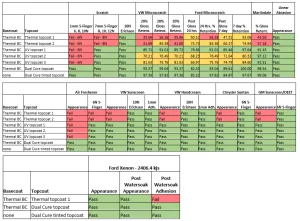
Dual-cure coatings can check all these boxes (Figure 1). A densely cross-linked surface prevents attack from chemicals and moisture, holds up to abrasions and offers better adhesion and protection from UV degradation. The coating holds up exceptionally well to harsh chemicals in air fresheners and sunscreens. Surfaces display no wrinkling, with minimal discoloration and ghosting (the outline left from the air freshener). Crock testing has negligible effects on the surface, and five finger scratching shows slight indentation with no exposure of the substrate.
Processing
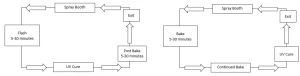
Just as there are multiple ways to formulate a dual-cure coating, there also are numerous ways in which it can be processed. Dual-cure coatings only have two processing requirements: an oven for the thermal cure and UV lamps for acrylate cure. This allows finishers the ability to retrofit existing paint lines without the necessity of building new ones. Dual-cure coatings commonly are processed using one of two basic formats: pre-bake followed by UV cure or UV cure followed by post-bake (Figure 2). A paint line set up for thermal technology typically has a spray booth with guns for primers, basecoats and clearcoats, followed by a convection or IR oven. Adding a bank of UV lamps at the end of the oven is the only thing needed to ensure complete cure. This adaptability allows finishers to create new lines with smaller footprints or modify existing lines to ensure full capacity. Lines set up for UV cure followed by a post-bake offer multiple benefits. The short flash followed by a UV cure creates a tack-free surface that results in less scrap due to reduced dirt accumulation during a long bake process. This set-up also allows for a shorter processing time, reducing cost to the finisher.
Considerations
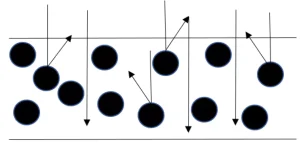
One of the biggest obstacles with dual-cure technology is the limited color palette. Most UV systems are clear or lightly pigmented, as tints can interfere with the cure. Pigments, pearls and metallic flakes all can inhibit the cure by scattering UV radiation and preventing enough UV waves from penetrating deep into the coating (Figure 3). The result of this is uncured acrylate near the substrate interface. The higher the film build of these pigmented coatings, the worse the cure.
In order to sidestep this hinderance, one of two methods can be applied. First, dual-cure coatings can be formulated with photoinitiators that absorb in the 360 to 380 nanometer range. These so called “through-cure” photoinitiators are reactive, with longer wavelengths of energy that are emitted from the UV lamps. The longer waves penetrate further into the coating and allow for a better cure close to the substrate.
The second method to overcoming cure-related issues is to change the spectral output of the UV lamps. Standard UV paint lines are equipped with mercury bulbs (commonly referred to as H bulbs). H bulbs produce energy with shorter wavelengths and are suitable for curing thin and nonpigmented coatings. D bulbs (iron doped) and V bulbs (gallium doped) produce longer waves of energy that are particularly good at curing thick or pigmented coatings. To get a more complete cure, either D bulbs, V bulbs or a combination of H, D and V bulbs may be used. Providing the proper energy spectra is essential to achieving full cure.
Another potential challenge is the interference of multiple curing mechanisms. Depending on the processing, dual-cure coatings may undergo a more thorough UV cure or thermal cure depending on when the coating receives heat or UV radiation. Either way, a reaction in favor of either mechanism may lock up unreacted materials in the other chain, essentially terminating any future chain propagation. This incomplete cure can lead performance issues. The residual materials can lead to outgassing (volatilization of unreacted components). It also can result in premature adhesion failures. Formulation and processing must be carefully balanced to provide ample thermal and
UV cure.
Conclusion
Advances in dual-cure technology have opened the doors to coatings that provide superior scratch, chemical and moisture resistance in high traffic locations while allowing for full curing of pigmented systems. This one-two punch offers a wide range of processing that can conform to most paint lines. These developments will continue to push toward smaller line footprints, lower energy and material outputs, and ultimately enhanced performance at lower costs.



