


Microstructured, metallized UV-cured coatings commonly are used to provide decorative effects on packaging through cold foils, hot stamp foils and coated film appliques. While decorative packaging film products can produce eye-catching optical effects that integrate well into existing supply chains, recent trends toward recyclability and sustainability have caused film-based products to fall out of favor. This article discusses the development of a transfer coating to replace film products, property optimization for robust and durable packaging, and the recyclability of transferred coatings on paperboard.
Introduction

Packaging design has become an integral marketing tool to communicate brand identity, allow a product to stand out on store shelves and, ultimately, increase sales. Studies have shown that when consumers pick up a product from a display, they are much more likely to choose that product for purchase.1 This effect even is more pronounced in high-density display areas, such as consumer products in retail and other point of purchase (POP) applications.2 Printed graphics traditionally have been a primary method for creating a unique brand identity and often use decorative foil features to augment designs and create additional shelf appeal.3,4 A prime example of the benefit of decorative effects is that of Sensodyne in 2011. The incorporation of a Fresnel lens laminate created a 3D appearance on the 2D packaging that made consumers want to pick up the pack and run their fingers across it, as seen in Figure 1A.5 These packaging designs won multiple awards and, more importantly, helped the oral care brand become its category leader to achieve annual global revenues of over $1.3B.6
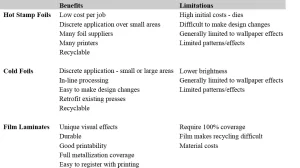
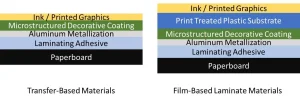
The most common decorative foil products are hot stamp foils, cold foils and laminates. Although the decorative goal of the different products is similar, each method varies in application process and has different benefits and limitations. Hot stamp foils are applied in a discrete area using heated dies and heat-activated adhesives. Cold foils commonly are applied using an inline wet lamination process to apply a UV-cured adhesive in discrete areas and transfer the foil material from the carrier after curing. Foil laminates typically are film-based products where the film is laminated to provide full coverage on the packaging substrate. Table 1 shows a brief comparison of the benefits and limitations of each method, and Figure 2 shows a typical material stack up of transfer materials vs. film-based materials.
A key difference between hot stamp foils, cold foils and film laminates is the thickness of coating that can be achieved and, therefore, the depth of microstructure that can be utilized to create optical effects. The foil properties needed for discrete application mean that both hot stamp and cold foils generally are limited to around 2 to 3 µm-thick coatings and structures. This thickness is suitable for diffractive rainbow effects but does not easily create more complex microstructures such as Fresnel lenses or other deep, facet-based structures. While Fresnel lens structures can be produced for hot stamp and cold foils, the shallow facets lead to lower brightness, contrast and quality compared to structures made with deeper facets. Conversely, the full coverage of laminates allows thicker coatings and microstructures to be produced and supported, enabling complex microstructures with facets in the range of 5 to 10 µm or larger. This key advantage of laminate products enables visually stunning features to be produced that are not available through hot stamp or cold foils. Examples of Fresnel lens packaging made possible through laminates and the microstructure required can be seen in Figure 1.
While laminates are able to produce highly attractive optical effects, one of the primary drawbacks is the difficulty of recycling film-based packaging materials. Current trends in packaging materials have limited the use of film-based laminates as governments, brand managers and consumers have become more mindful of sustainability, and the plastic present in laminate packaging often makes it difficult to recycle. One approach to improving the recyclability of laminate products would be through transfer lamination, where the film carrier is removed after lamination and before final printing and converting. By removing the film in traditional laminate packaging, transfer-laminated products can combine the visual performance of film-based laminates with the recyclability and improved sustainability of hot stamp- and cold foil-decorated packaging. In this article, the development of a UV-cured, transfer-laminate coating; the properties necessary for a successful product; and an improvement in recyclability of laminate decorative packaging are discussed.
Experimental
Flexibility
To measure flexibility, an in-house-developed creasing test was used. Each formulation was applied to the carrier film at a thickness of 12 µm and cured using a mercury arc lamp. Cured samples were laminated to paperboard, and the carrier film was removed. The transfer-laminated samples then were lightly folded, placed in a hydraulic press and creased at 200 psi. The sample was unfolded, flattened, lightly folded and then creased again. The process was repeated until the transfer coating cracked and exposed the paperboard fibers.
Printability
Adhesion of the ink layer to transfer coating was evaluated by a crosshatch test based on ASTM D3359 Method B, Standard Test Methods for Rating Adhesion by Tape Test. Each formulation was applied to the carrier film at a thickness of 12 µm and cured using a mercury arc lamp. Cured samples were laminated to paperboard, and the carrier film was removed. A standard UV flexographic printing ink was applied to the laminated transfer coating and cured with a mercury arc lamp, and then crosshatch test was performed.
Peel testing
A 90-degree peel test was used to determine the adhesion of the transfer coating from the PET substrate. The test method is based on ASTM D6862, Standard Test Method for 90 Degree Peel Resistance of Adhesives, and it uses an Imada MX2 motorized test stand equipped with an Imada DST-4A force gauge.
Pencil hardness
Hardness was tested on samples after transfer lamination according to ASTM D3363, Standard Test Method for Film Hardness by Pencil Test.
Recyclability
Recyclability testing was performed at the Western Michigan University Pilot Plants. Fully converted material was tested for repulpability and recyclability according to the Western Michigan University SBS Equivalency (WMU SBS-E) testing protocol.
Results and discussion
Sustainability has become a large concern for consumers and brand managers, and the push toward more sustainable and recyclable packaging materials has been accelerated by governmental regulations worldwide. In this study, the authoring company aims to develop a microstructured, transfer-laminate coating that is able to replicate the visual effects and performance of a film-based laminate. A successful transfer-laminate product has potential to be used in decorated paperboard packaging that is recyclable and helps remove plastic waste from landfills.
Initial transfer product development
Initial transfer product development focused on creating a product that easily could be transferred from the carrier during lamination with high hardness while maintaining overall manufacturability in a roll-to-roll process. Low levels of carrier substrate adhesion are necessary for easy integration into existing converting processes, and high hardness would provide the necessary durability to minimize defects caused by handling through the converting process and end-user applications. The final design priority was overall manufacturability and scalability. The microstructured coating must exhibit sufficient adhesion to the carrier so as to not stick to the UV embossing tool during roll-to-roll manufacturing, while maintaining adhesion low enough to be removed from the carrier and transferred to the paperboard in later lamination steps.
Design of experiments methodology was used to create a transfer coating (Formulation A) optimized for low adhesion to the carrier substrate and high hardness, while maintaining the manufacturability necessary for high-volume roll-to-roll manufacturing. This formulation featured a high content of multifunctional monomers, and relatively low oligomer and reactive diluent concentrations. Initial runs were mass produced on WaveFront Technology’s (WFT) production line, metallized with vapor deposited aluminum, and sent to the laminator and printer for converting into final paperboard-based packaging.
Initial testing was successful, and the laminator easily was able to laminate the decorative coating to paperboard and strip the carrier from the coating without major changes to the laminating process. The laminated paperboard then was printed on, diecut and folded into the final product. Upon quality inspection, two major issues were discovered: ink adhesion to the coating and cracking at the fold lines. The flexographic printing ink had poor adhesion to the transfer coating, failing tape tests and crosshatch testing. Additionally, close inspection of the creases in the packaging showed cracking that exposed paperboard fibers and created unacceptable cosmetic defects.
While not anticipated and planned for, these results were unsurprising when transitioning from a supported, film-based product to an unsupported transfer laminate. Figure 2 shows a basic material stack up for a film-based and transfer-laminate decorative film. In a film-based laminate, the PET film is print treated to improve ink adhesion and receives the bulk of stress from the folding process, protecting the microstructured UV-cured coating on the interior. For the transfer laminate, the final graphics either are printed directly on the decorative coating or primer/varnish is applied to the decorative coating to improve ink receptibility. To simplify the process and reduce costs, printing directly to the coating generally is preferred.
Optimization of transfer formulation
Based on the observed failure modes, formulation of a successful transfer coating would need to focus on printability and flexibility, maintain low adhesion to the substrate and good manufacturability, and deprioritize hardness. Urethane acrylate, epoxy acrylate and polyester acrylate-based oligomers were screened for creasing flexibility and UV ink printability. The aliphatic urethane acrylate oligomer showed the best performance in both the number of creases before cracking and printability and was selected for further optimization.
Once the aliphatic urethane acrylate oligomer had been selected as the backbone of the formulation, design of experiments was used to optimize the reactive diluent and curing conditions to provide a scalable formulation with sufficient flexibility and printability after lamination. Three candidate formulations were selected for pilot-scale testing and compared to the previously developed and tested formulation (Formulation A). The three candidate formulations featured one that prioritized flexibility (Formulation B), one that prioritized printability (Formulation C) and one that prioritized balanced properties (Formulation D).

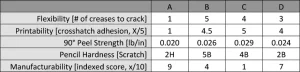
Each formulation was tested in a pilot production run and evaluated for flexibility, printability, transfer peel strength, pencil hardness and manufacturability. The manufacturability score is a qualitative index score that encompasses a number of cosmetic defects and coating failures that would cause a hard stop of a production run. Table 2 lists the results from the pilot production tests, and Figure 3 shows normalized results of each evaluated property for the four tested formulations, where a score of 10 represents a more desirable result in each category.
Comparing Formulations B, C and D to the previously developed Formulation A, the goals of increasing flexibility and printability without significantly impacting the transfer peel strength were successfully achieved. However, the pencil hardness and manufacturability were impacted negatively, particularly for B and C, the two formulations that prioritized maximizing flexibility and printability. While D did not display the most desirable properties for any individual category, the balanced approach led to significant improvements in flexibility and printability over A with a much smaller impact to manufacturability than B and C. Further attempts to increase hardness while maintaining the flexibility necessary were unsuccessful, so D was selected for further production and recyclability testing.
Recyclability testing
Test rolls of Formulation D were mass produced on WFT’s production line, metallized with vapor-deposited aluminum, laminated and printed. The test rolls then were sent to Western Michigan University Pilot Plants for two-part certification in repulpability and recyclability. Part 1 is a pass/fail test of the repulpability of laminated and printed fiberboard material that measures fiber yield and determines if fiber is available to be recycled. To pass part 1, more than 80% of the fibers must be recovered. Upon successful completion of part 1, the converted fiberboard undergoes recyclability testing to determine if the yielded fiber is good for use in recycled paper/paperboard feedstocks. Part 2 is a pass/fail test based on the mechanical and visual properties of paper made from the recycling process when compared to a paperboard control.
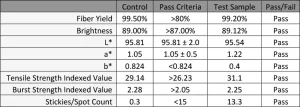
Table 3 shows the results for part 1 and part 2 testing, as well as the passing criteria based on the measured control results. The laminated decorative coating was able to be removed and separated from the paper, and paperboard fibers easily were recovered. Subsequently, paper 0 1 2 3 4 5 6 7 8 9 10 Normalized Property Performance A B C D manufactured using the recycled decorated paperboard exceeded all criteria necessary to be considered recyclable. The recycled paper nearly was identical to the control material in every test category except the stickies/spot count testing. Stickies/spot count is a measure of defects primarily caused by residual adhesive from the lamination process and often is the main area of failure for decorated paperboard products. Laminating adhesive is a critical consideration, with a large impact on the laminate performance and resulting recyclability. These recyclability results indicate that paperboard packaging featuring transfer-laminated decorative coatings are able to be recycled and pass all tests required for Western Michigan University SBS Equivalency (WMU SBS-E) protocol.
Conclusions
The work presented here indicates that transfer-laminate products can be used to create visually impressive packaging materials that feature the complex visual effects of a film-based laminate without sacrificing the recyclability of foil-based products. A highly flexible coating with good printability and sufficient scratch resistance is required to be able to replace film-based laminates, and laminating adhesive selection is a critical consideration for the recyclability of the products. In this work, a transfer-laminate product was developed with the properties necessary to be integrated into existing supply chains with minor changes, allowing converters and brand managers a solution for sustainable materials that feature eye-catching graphics and packaging materials. u
Acknowledgements
WaveFront Technology would like to thank Iggesund Paperboard, Inc. for donating the control paperboard used for recyclability testing and WestRock Company for laminating, converting and printing the transfer-laminate material.
Authors to contact include Brian Green (brian.greeen@cmcmaterials.com), Kavita Patel (kavita1@wft.bz), Kent Coulter (kent@wft.bz) and Chris Rich (chris@wft.bz). WaveFront Technology, Inc. has over 30 years of technical and business experience in precision optics and optical systems. The company offers expertise in holographic and optical micro-structures including Holographic Optical Elements (HOE) and diffusers, computer-generated elements, GrayScale Lithography (GSL) freeform patterns, Diamond Cut (DTM) structures including prisms, Fresnel Lenses, and lens arrays, as well as many other custom patterned surface relief structures. WaveFront’s tooling, polymer chemistry and optical films provide leading-edge microstructures to a broad spectrum of markets. For inquiries, email information@wft.bz, visit www.wftinc.com or call 562.634.0434.
References
- Streicher, M. C.; Estes, Z. Touch and Go: Merely Grasping a Product Facilitates Brand Perception and Choice. Appl. Cogn. Psychol. 2015, 29 (3), 350–359. https://doi.org/10.1002/ACP.3109.
- Streicher, M. C.; Estes, Z. Multisensory Interaction in Product Choice: Grasping a Product Affects Choice of Other Seen Products. J. Consum. Psychol. 2016, 26 (4), 558–565. https://doi.org/10.1016/J.JCPS.2016.01.001.
- Malea, A.; Anastasia. Innovative Packaging Design: Toothpaste Packaging Design Case Study. 2017.
- DuPuis, S.; Silva, J. Package Design Workbook: The Art and Science of Successful Packaging. 2008, 240.
- Blue Marlin helps create 3D look for Sensodyne toothpaste https://www.packagingnews.co.uk/uncategorized/blue-marlin-helps-create-3d-look-for-sensodynes-repair-and-protect-09-03-2011 (accessed 2022 -04 -13).
- Bluemarlin. Sensodyne Case Study https://www.bluemarlinbd.com/case-studies/sensodyne/
polymerizations")


