by Michael Kelly, Allied PhotoChemical, and David Hagood, Finishing Technology Solutions
Imagine being able to eliminate almost all VOCs (Volatile Organic Compounds) in the pipe and tube manufacturing process, equaling 10,000s of pounds of VOCs per year. Also imagine producing at faster speeds with more throughput and less cost per part / linear foot.
Sustainable manufacturing processes are key to driving toward more efficient and optimized manufacturing in the North American marketplace. Sustainability can be measured in a variety of ways:
- VOC reduction
- Less energy usage
- Optimized labor workforce
- Faster manufacturing output (more with less)
- More efficient use of capital
- Plus, many combinations of the above
Recently, a leading tube manufacturer implemented a new strategy for its coating operations. The manufacturer’s previous go-to coating platforms were waterbased, which are high in VOCs and happen to be flammable as well. The sustainable coating platform that was implemented was a 100% solids ultraviolet (UV) coating technology. In this article, the customer’s initial problem, the UV coating process, overall process improvements, cost savings and VOC reduction are summarized.
Coating Operations in Tube Manufacturing
The manufacturer was utilizing a waterbased coating process that left behind a mess, as shown in Images 1a and 1b. Not only did the process result in wasted coating materials, it also created a shop floor hazard that increased VOC exposure and fire danger. In addition, the customer wanted an improved coating performance when compared to the current waterbased coating operation.
While many industry experts will directly compare waterbased coatings to UV coatings, this is not a realistic comparison and can be misleading. The actual UV coating is a subset of the UV coatings process.



UV is a Process
UV is a process that offers significant environmental advantages, overall process improvements, improved product performance and, yes, per linear foot coating savings. In order to successfully implement a UV coatings project, UV must be looked at as a process with three main components – 1) the customer, 2) the UV application and cure equipment integrator and 3) the coatings technology partner.
All three of these are critical to the successful planning and implementation of a UV coating system. So, let’s take a look at the overall project engagement process (Figure 1). In most cases, this effort is led by the UV coating technology partner.
The key to any successful project is to have clearly defined engagement steps, with built-in flexibility and the ability to adapt to different types of customers and their applications. These seven engagement stages are the basis for a successful project engagement with the customer: 1) overall process discussion; 2) ROI discussion; 3) product specifications; 4) overall process specification; 5) sample trials; 6) RFQ / overall project specification; and 7) continued communication.
These engagement stages can be followed serially, some can occur at the same time or they can be interchanged, but all of them must be completed. This built-in flexibility provides the highest chance of success for the participants. In some cases, it may be best to engage a UV process expert as a resource with valuable industry experience in all forms of coating technology, but most importantly, strong UV process experience. This expert can navigate all the issues and act as a neutral resource to properly and fairly evaluate the coating technologies.
Stage 1. Overall Process Discussion
This is where initial information is exchanged regarding the customer’s current process, with a clear definition of current layout and positive / negatives clearly defined. In many cases, a mutual non-disclosure agreement (NDA) should be in place. Then, clearly defined process improvement goals should be identified. These can include:
- Sustainability – VOC reduction
- Labor reduction and optimization
- Improved quality
- Increased line speed
- Floor space reduction
- Review of energy costs
- Maintainability of the coating system – spare parts, etc.
Next, specific metrics are defined based on these identified process improvements.
Stage 2. Return-on-Investment (ROI) Discussion
It is important to understand the ROI for the project at the initial stages. While the level of detail does not need to be the level that will be needed for project approval, the customer should have a clear outline of current costs. These should include cost per product, per linear foot, etc.; energy costs; intellectual property (IP) costs; quality costs; operator / maintenance costs; sustainability costs; and cost of capital. (For access to ROI calculators, see the end of this article.)
Stage 3. Product Specification Discussion
As with every product manufactured today, basic product specifications are defined in the initial project discussions. In regard to coating applications, these product specifications have evolved over time to meet the production needs and typically are not being met with the customer’s current coating process. We call it “today vs. tomorrow.” It’s a balancing act between understanding the current product specifications (which may not be being met with the current coating) and defining future needs that are realistic (which always is a balancing act).
Stage 4. Overall Process Specifications
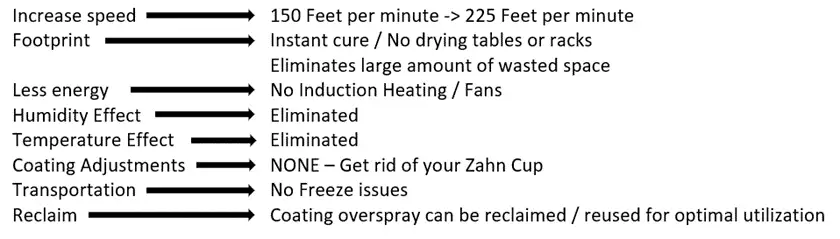
The customer should fully understand and define the current process, along with the positive and negatives of existing practices. This is important for the UV systems integrator to understand, so the things that are going well and the things that are not can be considered in the design of the new UV system. This is where the UV process offers significant advantages that can include increased coatings speed, reduced floor space requirements, and temperature and humidity reductions (see Figure 2). A joint visit to the customer’s manufacturing facility is highly recommended and provides a great framework to understand the customer’s needs and requirements.
Stage 5. Demonstration and Trial Runs
The coatings supplier facility also should be visited by the customer and the UV systems integrator to allow everyone to participate in a simulation of the customer’s UV coating process. During this time, many new ideas and suggestions will surface as the following activities take place:
- Simulation, samples and testing
- Benchmark by testing competitive coating products
- Review best practices
- Review quality certification procedures
- Meet UV integrators
- Develop detailed action plan moving forward
Stage 6. RFQ / Overall Project Specification
The customer’s RFQ document should include all relevant information and requirements for the new UV coating operation as defined in the process discussions. The document should incorporate the best practices identified by the UV coating technology company, which could include heating the coating via a water-jacketed heat system to gun tip; tote heating and agitation; and scales for measuring coating consumption.
Stage 7. Continuous Communication
The means of communication between customer, UV integrator and UV coatings company is critical and should be encouraged. Technology today makes it very convenient to schedule and participate in regular Zoom / conference-type calls. There should be no surprises when the UV equipment or system is being installed.
Results Realized by Pipe Manufacturer
A critical area for consideration in any UV coating project is overall cost savings. In this case, the manufacturer realized savings in several areas, including energy costs, labor costs and coatings consumables.
Energy Costs – Microwave-powered UV vs. Induction Heating
In typical waterbased coatings systems, there is a need for pre- or post-induction heating of the tube. Induction heaters are expensive, high-energy consumers and can have significant maintenance issues. In addition, the waterbased solution required 200 kw induction heater energy usage vs. the 90 kw used by microwave UV lamps.

As seen in Table 1, the pipe manufacturer realized savings of greater than 100 kw per hour after implementing UV coating technology, while also reducing energy costs by more than $71,000 per year.

Cost savings for this reduced energy consumption were estimated based on an estimated cost of electricity at 14.33 cents/kWh. The 100 kw / hour reduction of energy consumption, calculated over two shifts for 50 weeks per year (five days per week, 20 hours per shift), results in a savings of $71,650 as illustrated in Figure 3.
Labor Cost Reduction – Operators and Maintenance
As manufacturing entities continue to evaluate their labor costs, the UV process offers unique savings pertaining to operator and maintenance man hours. With waterbased coatings, the wet coating can solidify downstream on the material handling equipment, which eventually must be removed.
The manufacturing facility’s operators consumed a total of 28 hours per week removing / cleaning the waterbased coating from its downstream material handling equipment.
In addition to the cost savings (an estimated 28 labor hours x $36 [burdened cost] per hour = $1,008.00 per week or $50,400 per year), the physical labor requirements for the operators can be frustrating, time consuming and out-right dangerous.
The customer targeted coating cleanup for each quarter, with labor costs of $1,900 per quarter, plus coating removal costs that were incurred, for a total of $2,500. Total savings per year equaled $10,000.
Coating Savings – Waterbased vs. UV
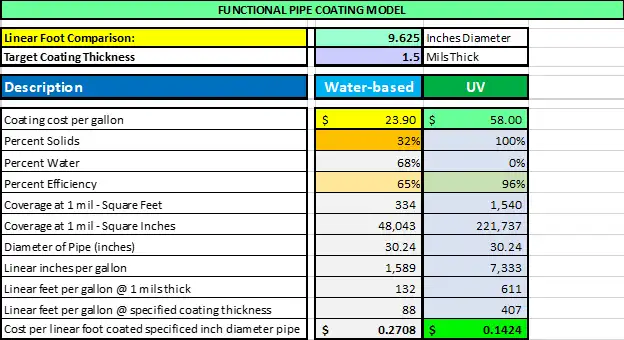
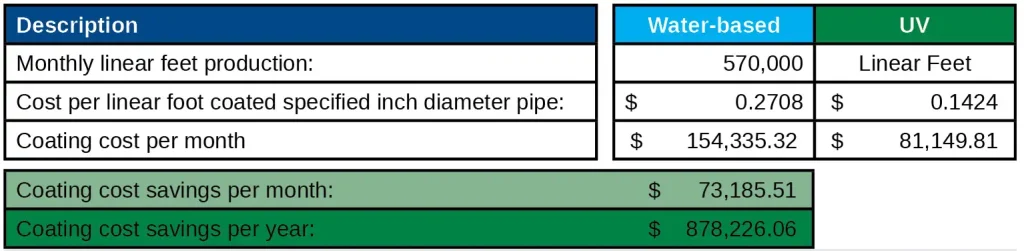
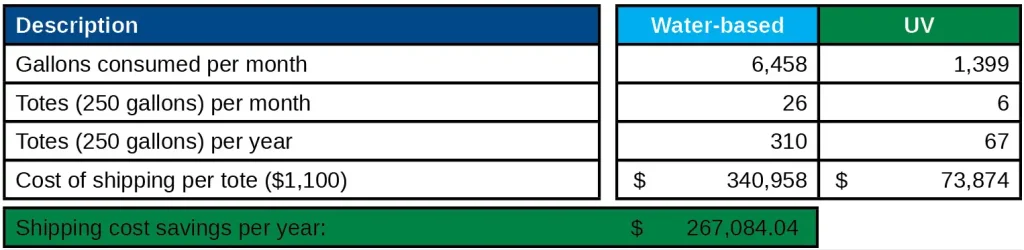
Pipe production at the customer site was 12,000 tons per month of 9.625-inch-diameter pipe. On a summary basis, this equates to approximately 570,000 linear feet / ~ 12,700 pieces. The application process for the new UV coating technology included high-volume/low-pressure spray guns with a typical target thickness of 1.5 mils. Curing was accomplished through the use of Heraeus UV microwave lamps. Savings in coatings costs and transportation/internal handling costs are summarized in Tables 2 and 3.
In addition, additional material and labor cost savings and production efficiencies can be realized.
- UV coatings are reclaimable (waterbased coatings are not), allowing for at least 96% efficiency.
- Operators spend less time cleaning and maintaining application equipment because the UV coating doesn’t dry unless exposed to high-intensity UV energy.
- Production speeds are faster, and the customer has the potential to increase production speeds from 100 feet per minute to 150 feet per minute – an increase of 50%.
- The UV process equipment typically has a built-in flushing cycle, which is tracked and scheduled by hours of production run. This can be adjusted according to the customer’s needs, which results in less manpower needed for system cleanup.
In this example, the customer realized a costs savings of $1,277,400 per year.
VOC reduction
The implementation of UV coating technology also reduced VOCs, as seen in Figure 4.

Conclusion
UV coatings technology allows pipe manufacturer to virtually eliminate VOCs in their coating operations, while also delivering a sustainable manufacturing process that improves productivity and overall product performance. UV coating systems also drive significant cost savings. As outlined in this article, the customer’s total savings exceeded $1,200,000 annually, plus eliminated over 154,000 lbs of VOC emissions.
For more information and to access ROI calculators, visit www.alliedphotochemical.com/roi-calculators/. For additional process improvements and an ROI calculator example, visit www.uvebtechnology.com.
SIDEBAR
UV Coating Process Sustainability / Environmental Advantages:
- No Volatile Organic Compounds (VOCs)
- No Hazardous Air Pollutants (HAPs)
- Non-Flammable
- No solvents, waters or fillers
- No humidity or temperature production issues
Overall Process Improvements Offered by UV Coatings:
- Fast production speeds of upward of 800 to 900 feet per minute, depending on product size
- Small physical footprint of less than 35 feet (linear length)
- Minimal work-in-process
- Instant dry with no post-cure requirements
- No downstream wet coating issues
- No coating adjustment for temperature or humidity issues
- No special handling/storage during shift changes, maintenance or weekend shutdowns
- Reduction in manpower costs associated with operators and maintenance
- Ability to reclaim overspray, refilter and reintroduce into coating system
Improved Product Performance with UV Coatings:
- Improved humidity testing results
- Great salt fog testing results
- Ability to adjust coating attributes and color
- Clear coats, metallics and colors available
Lower per linear foot coating costs as shown by ROI calculator: